Conference white papers are available for your use and information.
If you need more information please contact us.
Good businesses are full of excellent processes; product development, customer order fulfilment, production, shipping and distribution and in most cases these processes also have a budget, resources and people performing and improving the processes.
However, when it comes to Demand Management, generally we don’t see mature processes in place instead ‘ad hoc’ people, usually the salesman, sucking their thumbs raw at month end and trying to satisfy the boss with a forecast for the next month, or if we are lucky, two months! There is generally no budget, few resources and nobody dedicated to ensure that this important task takes place, and more importantly, is improved.
Let’s face it, if you don’t have a reasonable idea of your forecasted demand, how can the planners and factory make a credible job of satisfying the true demand?
So, let’s see what needs to be done to improve the situation and achieve a reasonable forecast and then a consensus demand plan that can used to drive the planning systems in your business.
The ultimate object of the Consensus Demand Planning process is to provide the business with the input to drive the three levels of planning; Strategic Planning, Executive Sales and Operations Planning and Master Production Scheduling. These three demand plans need to be developed from the same data, support each other and be a consensus of those with insight into the companies demand. They must not be developed separately with different groups of people or be one person or one groups thoughts on what the future holds.
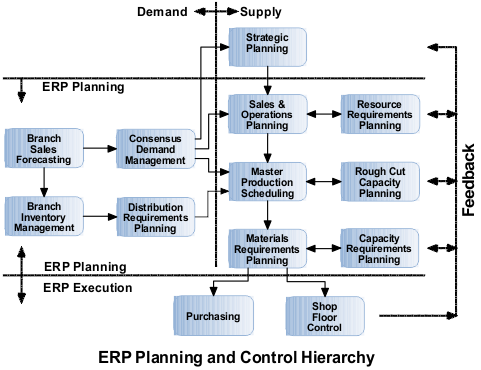
If we look at the ERP planning hierarchy below you will see that the chart is divided vertically in two. The left hand side is the demand management side and the right hand side is the supply management side. Supply management can’t happen until the demand has been reasonably determined. When we look at the supply side, you will see, apart from strategic planning, there are three levels of planning, Executive Sales and Operations Planning (S&OP), Master Production Scheduling (MPS) and Materials Requirements Planning (MRP) . These plans drive each other and ultimately support each other. Your demand management process needs to supply input to these processes, in total to the strategic planning process, in product family aggregate to the executive S&OP process and in finished product detail to the Master Production Scheduler. The MRP process is then driven by the MPS and not customer orders and forecasts, which happens in many businesses. But that is another issue, for another day!
The S&OP and MPS plans need to be updated on a monthly basis; therefore your demand management process also needs to be carried out on a monthly basis. And, because no planning can take place until the consensus demand plan has been agreed it therefore has to be carried out as soon as possible after month end, preferably in the first week, this will enable the Executive S&OP process to take place during the second week of the month.
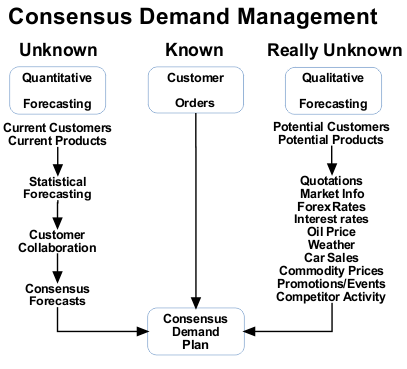
Looking at the chart below, demand management can be broken down into 3 parts, namely, the known, the unknown and the really unknown. Let’s look at each of these separately.
The known is the easiest part as this is basically your customer order book. You know exactly what is required and when. Unfortunately, in most businesses these orders only extend to the next few days or weeks, if you are lucky. We just need to make sure that these orders are entered onto your system as soon as possible such that they can consume the forecast, if normal demand, or get added to the forecast if they are abnormal demand. Normal demand orders are those that you were expecting and were forecasted, abnormal demand orders are those that you weren’t expecting and came out of the blue and should therefore be added to the demand.
Things start getting a bit more difficult in this area. Here we have to forecast current customers and current products. This is where we use quantitative statistical forecasting to assist us in looking for trends, patterns and seasonality and projecting them in the future to give us some indication of what the future might hold. It is at this point that most salesman get a spreadsheet of numbers and they are ask to project the future and generally the best that is achieved is a simple moving average out into future. Simple moving averages are fine for stable, non trended, non seasonal products, and I would suggest that you probably don’t have too many of those types of product. Hopefully, your product sales are growing and more often than not demand is not constant on a monthly basis and exhibits some form of seasonality.
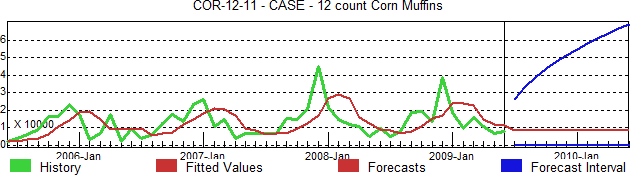
Let’s look at some real data here and the results you would get using a simple moving average and then doing the job properly.
In the above graph, the green line to left is the sales history for a product going back about 4 years, the level red line to the right is a 3 month simple moving average forecast. The blue lines to the right indicate the confidence the system has in that forecast and basically represent +/- 3 standard deviations from the projected forecast. The red line to the left trying to following the green sales history, known as the fitted value, is what the system would have forecast using a 3 month moving average. Moving averages always lag the actual demand which can be clearly seen in the diagram. The Mean Absolute Percentage Error (MAPE) for this example was calculated at 41%.
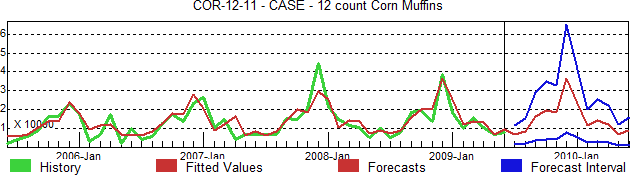
Now, if we ask the expert system to look for an algorithm that gives us the least errors we get the result in the following graph. In this case the system has chosen multiplicative Winter’s method and the MAPE is now nearly 74%, a significant improvement is forecast accuracy, literally in seconds, just at the press of a button, with no hassle. Now you can see the forecast has picked up the seasonality of this product and the confidence in the forecast is greatly improved. In addition, the fitted value follows the seasonality of the sales history fairly closely.
Now all we have done so far is to look for patterns, trends and seasonality and project them into the future. But, we know the future is not a direct representation of the past, so we need to collaborate these forecasts. This means talking to your customers and getting the salesman to adjust the forecasts at the detail level. These adjusted forecasts will then be used by the demand management team, to generate the consensus demand plan.
Now for the difficult bit, the really unknown demand. This is where we try and determine the demand for new products and new customers as well as take into account business environmental factors that affect demand, over which you have no control.
If you have a new product/market development function, they will be required to supply information on new products and customers along with launch dates and expected sales. If you are preparing quotes for you current and prospective customers get sales and marketing to estimate the probabilities of obtaining that business and develop a way of including this in your demand plans.
All businesses work in an economic and business environment over which they have no control. Things like interest rates, car sales, the weather, Forex rates, the oil price, commodity prices, cost of power, recession and boom periods, major sporting events, etc, etc, etc, have effect on your demand and you really need to understand which of these affect your business and in what way. These effects would probably then be applied to our demand plans at the product family aggregate level to come up with a more realistic bigger picture demand plan.
When you generate a statistical forecast it is important that you use the demand history and not the sales history to project into the future. The sales history, you download from your ERP system, is a record of what you sold each month, which is not necessarily a record of what the true demand was. Let’s look at a few examples:-
So, taking all the above into account, it is important that you develop a demand history file that is used to forecast you products into the future, and that the latest sales history is appended to this file monthly and then ‘massaged’ into, as close as possible, the true demand for that month, before statistical forecasting can takes place.
In addition, make sure all dead products are removed from the demand file, you don’t want to waste forecasting effort on lines of old products that will never be sold again. If they are resurrected in the future they can always be added back into you demand history file.
Just a word on budgets, this term is banned in demand management. You can’t drive a business’s planning system on a static, out-of-date budget, unless your strategy is go out of business. The business has to be driven using a continuously update, improved, reasonable demand plan that reflects the current business environment, not what we thought might happen 9 to 15 months ago! Do not adjust your demand plans to match the budget, this crazy, but companies are forced to do this all too often! By all means, report budget against the current demand plans, and if you are way out find ways of improving your budgeting process by improving your demand management processes. After all, the budget should have been built from the consensus demand plans which are frozen at budgeting time.
What we see in many businesses is that they only forecast out a few weeks or months, this is insufficient if you what your ERP planning systems to function properly.
For strategic planning, in most businesses, you require a total demand plan, in Rands, tonnes, hectolitres, etc, going out to at least a 3 – 5 year planning horizon. If you are a chemical company, oil refinery, power generator, etc, you could be looking out maybe as far as 10 – 20 years.
For the Executive Sales and Operations Planning process, the horizon is determined by looking at how long it takes you to significantly change your capacity. For most businesses this will be about 2 years. You need to know if your current capacity is going to be insufficient to cater for the demand in two years time, so you can budget for new plant this year that can be purchase and installed in the following year. The demand plan for this process has to be aggregated up into production product families. At this level you are only planning product volumes through the plant.
At the Master Production Scheduling planning level you are planning the product mix. The main purpose here is to determine the anticipated build schedule out to the MPS planning horizon so we have sufficient time to purchase the required long lead time raw materials and components. If you are importing items with a +/- 3 month lead time, you will need an MPS planning horizon of about 6months, which include your manufacturing lead time, procurement lead time and a month or two look-ahead period for purchase order batching purposes.
So in summary then for this section, your consensus demand management process needs to provide input to the strategic planning process with the total demand out to 3 – 5 years, for the S&OP process in a production product family aggregate demand plan out to 2 years and a 6 month plan in finished product detail for the Master Production Scheduler.
The consensus demand management process can’t be carried out by a single person or function, the reason we call it a consensus demand plan is that several people and functions are involved, this team will then arrive at a consensus as to what the company can reasonably expect as far as demand is concerned.
In the past when the salesman got the forecast wrong we tended to go down a ‘beat’ him, or her, and hope they did a better job next time. Bearing in mind that the first rule of forecasting is that it will be wrong, the salesman were on a hiding to nothing and obviously were not seriously keen to partake in such a process. Now when the consensus demand plan is wrong, and it will be, we try and determine why we got it wrong, file that information away in our knowledge bank and try and improve the process for the next month.
So, who should be included on this demand team? Certainly there needs to be representation from sales and marketing. New product development should also be there if the business is growing significantly in both products and markets. The master production scheduler should also be in attendance, the more they understand about the demand the better they will be able to plan the supply. Plus anybody else in the business that has insight into what drives or affects the demand on the business. The financial manager’s attendance could be useful if Forex rates or commodity prices affect your business significantly. And, lastly don’t rule out an outside consultant that may have a better understanding of the markets in which you operate than you do.
Ultimately, this whole process should be pulled together and managed by a demand manger that reports to the sales and marketing department as they should ultimately own the consensus demand plan and be happy that it can be achieved.
We mentioned earlier that this process requires a budget, what do you include and how much will it be? Well, it is not going to cost a fortune, but some money and resources will be required.
The first thing you don’t do is go out and buy the most expensive demand management software you can find, the chances are it will never be implemented because it is too complex and you haven’t developed a process yet. You must learn to walk before you can run.
Certainly buy a simple statistical forecasting package, there are plenty around and they are relatively inexpensive. Learn how to use that first and get the best out of it before considering more sophisticated software that may provide you with some other benefits and functionality and there are some really good tools out there. So don’t buy the Ferrari before you have learned how to drive the VW golf properley!
When budget is available the next requirement is to employ a Demand Manager who will orchestrate, develop and most of all continuously improve this process. Look for somebody who has certified qualifications in this area of business, admittedly not easy to find. Otherwise, make sure they gain their qualifications whilst in your employ. Take a look at the qualifications offered by the Institute of Business Forecasting.
Some companies try to combine the demand and supply (MPS) manager positions. This is not good practice, the poor incumbent will not know on which side of the business he is operating at any one time, demand or supply, and will probably do a half hearted job on both sides of the fence. The requirements for both these functions are totally different and require different expertise.
So let’s put all the above together and suggest a demand management process that you can build in your business.
If you look at the flow chart below, the process starts with the Demand Manager, if you have one, or the person currently fulfilling that role. Their first job is to download the latest sales history and append the data to the demand history file. The latest data then needs to be adjusted to reflect the true demand or flagged as an event if one had taken place that month.
The demand manager would then input the latest demand data in to your statistical forecasting system and literally seconds later can save the output so the sales and marketing team can move into the next phase of the process, collaboration with the customer.
Most statistical forecasting systems will have the ability to adjust the forecasts in the system in collaboration with the customer. Now we all have limited time so we need to know where our time will yield the greatest benefit. Therefore, we should apply Pareto analysis and you should only collaborate on your forecast with regards to your top 20% of customers, or products, that provide 80% of your sales. So, armed with their laptops your salesman need to visit customers and talk demand and adjust the forecasts in real-time based on their customer comments.
These collaborated forecasts are then fed back to the demand manager and it is time to call the consensus demand team together.
The term supply chain management has only been in our vocabulary, and in the APICS body-of-knowledge, for about the last 12 – 15 years. Supply Chain Management is no quick fix to your companies 'ills' as we will see, it is a lot of hard, worthwhile, work by the whole company, not a few individuals.
Today it is not business as usual and if we expect a different result by doing the same old things we have done over the last quarter century, are going to be sadly disappointed. We need to take our companies tear them apart and rebuild them from the top, down and the bottom up.
If you are looking to, and who doesn’t want to:-
It isn’t going to be achieved by running your businesses as you have done for the past 30 years.
Whether we like it or not most of us are part of a global supply chain network and we need to learn the new rules if we want to successfully play the game. We must stop regarding our company in isolation, but as part of a supply chain that will only be successful if the end product, to which we contribute, is actually sold to a consumer. We see that there is a trend developing that integrated supply chains will compete with supply chains as opposed to the old thinking that companies compete against individual companies.
Supply chain management is considerably more than a handful of people in your organisation applying a few tools, it is going to be a company wide effort from, initially the top, and then down to the bottom.
Simply, Supply Chain Management is concerned with the uninterrupted stream of information flowing up the supply chain, pulling material continuously down the supply chain with the constant flow of money flowing back up the supply chain the replace the material. In addition, and this is likely to increase greatly in the future, the return of material back up the supply chain for re-use, re-manufacturing or recycling.
All material flows start with the earth, the ‘gatherers’ dig, pump, fish, pick materials from the earth and they pass through primary processing plants and through many convertors, distribution networks and retail outlets until they are sold to the final consumer. Traditionally we have preferred to work in batches pushing this material down the supply chain in huge piles, infrequently. Today we realise that this is wrong and we need to adopt a fundamental paradigm shift that only moves material down the supply chain as and when it is required by the next person in the chain and preferably on a continuous basis in small lots or ideally one at a time. In other words, the ideal product, in the future, will be made instantly, daily, with no waste and be consumed in the next process immediately. In most cases we are light years away from this ideal, but some industries, namely auto and electronic, are leading the way and showing us that this is possible as they desperately work towards this ideal.
This sounds like common sense and relatively easy, no so. There are many barriers to the implementation of good supply chain management best practices in our organisations, let’s look into a few of them.
Barriers to the implementation of supply chain management best practices.
We see four key barriers to the implementation of supply chain best practices:-
Seriously though, we are right!
If you analyse your company you will probably find more than 70% of your employees are working in your primary supply chain. So, they all need to be educated, maybe at different levels, but ultimately have some qualification, or professional certification, in this complex subject matter. People will only change if they can see the benefits and what-is-in-it-for-them.
More recently at conferences we have been hearing the term the ‘T’ shaped person. This means that we all have a great depth of knowledge in some part of the business which forms to vertical line of the ‘T’. So, if you are in Manufacturing, Distribution, Finance, HR, Procurement, Sales / Marketing, etc you should have a high level of expertise in that function, and may be certified from your professional body. In planning for example we would expect people to have their APICS CPIM (Certified in Production and Inventory Management) certification. But, this doesn’t give us an appreciation of the other roles in the organisation and the Supply Chain and how we should be working together cross functionally to promote best practice in our supply chains. The more recent certification program from APICS, CSCP, Certified Supply Chain Professional, gives anybody, wherever they work in the supply chain, a good indication of how a supply chain should operate and their role in the cross functional organisation. This provides the horizontal line on the ‘T’.
Without having ‘T’ shaped people in your organisations cross functional operations and supply chain management are going to be extremely difficult, if not impossible, to implement successfully. In reality, your most valuable asset is your people and you need to fill your organisation with highly educated, trained and empowered people to take you forward into a highly successful future. Finding these people and hiring from outside the organisation is difficult as there is a tremendous shortage of people with the right skills, we need to build within.
Well you have done the education and qualified people abound in your organisation itching to get started. Our advise is now to become a member of the Supply Chain Council and adopt the SCOR model as your framework for your supply chain management implementation. There are two 2 day workshops that show you how to make sense of, and use the SCOR model and how to implement it within your organisation and ultimately out to your suppliers and customer. All the hard work has been done for you, don’t re-invent the wheel just follow the model and implement.
The SCOR model looks at the attributes you are looking for in your supply chain, suggests the right processes and best practices to put in place at each point in your supply chain, and lastly what the correct metrics should be to promote the right behavior by your employees to achieve your supply chain objectives. It is almost a paint-by-numbers, no-brainer.
Well after implementing SCOR you will probably not have your supply chain working at its optimum, so after mapping the processes we need to determine where we have bottlenecks and apply the Theory of Constraints. More education is required at this point. Buy everybody a copy of ‘The Goal’ by Eli Goldratt, watch the video, and assemble your management team and work your way through the Eli Goldratt satellite video series. Eli puts forward some very controversial issues in this excellent series which can promote a great deal of useful discussion in your organisation.
To improve your supply chains, identify and eliminate waste in your processes then Lean, and all its tools, is the next education path on which to embark. APICS have put together an excellent Lean Enterprise Program, which the author has used several times, to build a Lean Team in your organisation which goes forth, conducts Kaizen events and spreads the word and education to others in the organisation. We believe that every manager and supervisor in your organisation should have the KPI of conducting at least four Kaizen events per year, one per quarter, in their departments.
All processes, whether in the factory or in the admin departments, have variation. This variation must be measured, understood and reduced. To assist us in this endeavour you need to investigate the concept of 6 Sigma. By adopting this philosophy you will be able to reduce variation in processes and thereby improve quality of your products and services. Measure the process, not the product!
All of the above will not work if you do not have a fully implemented successful, accurate and real-time ERP planning and control system within the organisation. Many of us have been sold an ERP system and it is not providing us with a competitive weapon out there in our supply chain. You need to have all the following working well within your organisation if you want to be successful in
In order to run a successful ERP system you will also need to focus on policies, procedures and computer work instructions on how this highly complex integrated system is run and managed. In addition, the correct metrics will need to be in place to ensure employees behave in the correct manner to support the objects of the organisation and of your supply chains. Use the Oliver Wight ABCD Check List to see how you measure up. You will need to be at least a “B” Class before you can consider moving into a successful supply chain management environment.
A lot of what supply chain management is about is trust. Far too many of us have adversarial relationships in our supply chains. We are in fact in lose-lose situations trying to put each other out of business instead of working together to find clever and innovative ways to reduce inventory, cost and lead times in out supply chains.
The procurement department should be spending 80% of it time on relationship building with its suppliers and collaboration rather than just placing orders. A Company is only going to be as good as its suppliers.
Our sales and marketing departments should be spending the majority of their time discussing demand and improving forecasting accuracy, rather than just taking the customer to lunch. Customer Relationship Management (CRM) and Supplier Relationship Management (SRM) are concepts that need to be embraced within an organisation.
The ultimate is to develop alliances in the supply chain where there is a great deal of trust and where costings can be shared and lead times and inventory reduced significantly in the supply chain with the savings being shared equitably by the supply chain partners.
The future is advanced planning and optimisation. Over the last few years the power of the computer is now allowing us to run the millions of scenarios to optimise our businesses to maximise profit and minimise cost. This is providing some companies with incredible benefits in their supply chains. However, you can’t just jump in and implement these tools without first having implemented your ERP system successfully.
MRP relies on accurate, real-time information to carry out its task effectively, advanced planning systems require a degree higher accuracy to enable them to do the job properly. Your ERP an MRP system plans materials and capacities on a sequential basis and when problems arise this sequential planning cycle needs to begin again from the top. Advanced Planning systems are able to plan the whole supply chain concurrently and in the next few years it will be possible to do this continuously on a real-time basis.
The concept of planning will then be a central operation, planning the complete supply chain, rather than having Demand Planning team, a Sales and Operations Planning team, a Master production Scheduler and Shop Floor Planners and Buyers performing planning functions, it will happen at a high level by one supply chain planning department.
So, in summary. You need to make your company a force to be reckoned in your Global Supply Chains and we need to make the South African manufacturing sector something to be admired in competing emerging markets.
So, Management it is up to you. We are relying on you to be one of our leaders with a supply chain vision, and to help you along here is a 10 point plan for guidance:-
Over the years, as consultants and educators, we have researched many companies as to why the promises of their ERP (Enterprise Resource Planning) software has never been realised. On investigation, and many assessments and analysis, the problem mostly lies, not with the software/hardware, but with the company’s employees, their knowledge and understanding of how to run and continuously improve their implemented ERP system.
One question we get asked when starting a new intervention with a company is, “We have ‘XYZ’ERP software, are you familiar with this product?” Our answer is that it is not necessary as the problem more than likely has nothing to do with the software. We have never found any ERP software that doesn’t work, generally the problem is a lack of management and the employees understanding of the integration of these highly complex systems. I usually liken this to giving somebody a car, which is also a highly complex integrated system, without the driving lessons that go with it. The result disaster, and it is the same with ERP. Understanding how to drive a car has nothing to do with which make of car you drive, the same with ERP, once you understand how to drive one ERP system, you should be able to drive any ERP system the company might decide to implement, or migrate to. Why don’t we have ERP ‘driving’ licenses? Maybe we do, we will discuss this later.
We have found eight aspects of any ERP implementation that are either done exceeding poorly or not even tackled at all, these are:-
There is not much in this list that relates to your software or hardware, except maybe the training aspect.
Hence, we have found that the formula for ERP success is equal to P3 + D2 + ETE. Let’s look at each of these eight aspects in more detail.
In essence, your ERP system plans and controls the major resources of your business, these being materials, machines, men and the money. Top management needs to dictate policy with regards to how these systems will function, this has to be done by physically writing policies for all aspects of the business. If this is not done employees at the lower levels in the organization will decide what they think is best for the business and plan and control the business accordingly. Worst still each function within the organisation could set ‘unwritten’ policy that suites their function but has a devastating effect on the rest of the organisation and ultimately on the whole supply chain.
As an example of the anarchy that can prevail, if there are no formal policies, can be illustrated by the company whose procurement department optimized their own function by having a ‘unwritten’ policy of buying material at less than standard cost so they would look good. This involved buying large quantities of cheap, low quality, raw material. This had the result of increasing storage costs and slowing the production equipment down to get the raw material to produce an often substandard finished product.
Policy, signed off by top management, needs to be written for many areas of the business. Over the years we have developed many of these policies which have been put into general terms and can be used as a starting point for the development of an effective set of policy documents. Without policy, it is difficult to develop processes and procedures that need to ultimately support these policies. Policies generally need to be written for, but not limited to, areas such as:-
These policies, once signed off my top management, will then guide the next aspect of your successful ERP implementation which is developing processes and procedures to support the above policies.
We understand that before we can improve a process the first thing we need to do is map the process and then analyse the steps prior to removing wasteful elements of the process and ultimately improving the process. In addition, let’s not discount the Supply Chain Council’s Supply Chain Operations Reference (SCOR) model. Here you will find high level best practice in most business planning and control processes. Find more information at www.supply-chain.org.
By mapping all the business processes, one can see how the whole planning and control ERP system will function at a high level and from these maps procedures can be developed that support best practice and the policies of the company. Include these process maps in your procedures it helps to clarify the procedure by using pictures as well as words.
The usefulness of mapping the process can be illustrated from the company that was not having much success with their quotation process. Sales reps were complaining that by the time they got the quote back to the customer, the order had already been placed with their competitor. The process was taking the best part of a week, whereas it should have not been longer than 24 hours. By simply mapping the process it could be seen how ridiculously the manual processes had expanded over the years such that everybody had visibility and input on the price prior to the quote being typed. By changing the process to include best practice and currently unused aspects of the ERP system it was possible to change the process to e-mail a quote to the customer within the 24 hour time frame and improved the quotation success rate.
Once the current processes have been mapped one then needs to determine best practice and map how you want the processes to work in the future and implement these changes. Once processes have been changed and documented in the procedures it is time to include how the procedure requires the use of the computer system.
The computer work instructions are sometimes included in the procedures but because they can be quite detailed with many ‘screen dumps’, it might be better to keep them in a separate document. These instructions need to be quite detailed to show employees exactly how to execute the computer processes and transactions correctly every time.
This complete set of documentation can then be used to educate, train and assess employee’s competence with regards to their processes. In fact it would form part of their ERP ‘driving’ license.
We find it strange that many employees we come across in a wide range of business are not measured or do not know how they are measured and hence whatever they do is fine!
Putting the correct performance measures or metrics in place is the only way to change people behavior. These metrics need to support the policy and strategy of the business, and again we can recommend the SCOR model which indicates the correct measures to put in place into each section of your supply chain in order to ensure you will support and achieve your supply chain strategy.
On occasions employees and functions have the wrong measure. Take the example of the electronics company that measured its production plant on the value it produced each month. So, when month end was approaching they looked at the value they had produced and if it was low they just manufactured high value items to look good at month end. However, what they where manufacturing was not necessarily what the customers wanted out in the market place. The correct measure in this case would be how well the plant produced the Master Production Schedule which should reflect the actual demand in the market place.
The hierarchy of measures that should to be put into place need to support each other and culminate with a few key measures that are reviewed by top management on a regular basis to ensure that the planning and control systems are functioning as they should.
If a key measure is not on the boss’s dashboard, employees don’t see that as important, as the boss doesn’t see it as important. This was illustrated by the company that were trying hard to get accuracy and real-time into their inventory records, but until the boss saw it as important and reviewed the measure on a regular basis it just didn’t happen down in the stores and warehouses.
To ensure that your ERP planning and control systems are running smoothly, Buker suggested, at least, the following 12 measures that should be reviewed by top management on a monthly basis:-
Many of these measures are aggregate measures and would need to be support by a lot more detailed measures at a lower level. For example, the overall inventory accuracy measure would be an aggregate of the inventory accuracy measures from many stores and warehouses within the organization.
Your ERP system thrives on data, it is its life blood. Your job is to make sure it is firstly there, accurate or relevant and real-time, where necessary. Inaccurate or missing data is probably one of the main reasons why ERP systems fail to reach their potential. Data is really boring stuff and hence we believe the reluctance to focus on it. Already by putting the above measures in place you have started making sure BOM’s, Routings and Inventory are accurate. But there is considerably more data in the system that needs to be addressed.
Firstly, it is our belief that an ERP system will not function if you do not have a Technical (Engineering) Change Committee (TCC/ECC) in place. The prime responsibility of this committee is to ensure that the Item Master, BOM’s and Routings are accurate and conform to the relevant policies. Processes and procedures will need to be put in place to ensure that this is a continuing process for ever and a day. In addition to the above, the following data also needs some focus to ensure accuracy and real-time:-
The last three file above are probably the easiest to get right as long as discipline is maintained on a daily basis, something we will talk about next. Every morning, those responsible for the above files, need to print their status report and with a highlighter and their first cup of coffee go through the report and highlight any orders that are ‘past due’. Then before 10am the new due dates for all these past due orders are change to the new date. This is essential for Materials Requirements Planning (MRP) to run properly.
We were asked to investigate why a company’s capacity planning system was suggesting that infinite capacity was need in the first period to satisfy the jobs on the factory floor. It didn’t take long to see that there were 3000+ shop order open on the factory floor the majority of them having been created and required in past due periods. These orders had never been completed on the system and closed. Hence the ERP system thought all these jobs still needed to be manufactured. Root cause, lack of an ERP ‘driving license’ for the shop floor scheduling personnel.
Your data needs to be like your bank account; absolutely 100% accurate and 100% real-time if people within your organisation want to be able to make sensible and accurate business decisions. Your system needs to reflect exactly what is happening in real-time compared to what is happening in the real world. Most of us use our ERP system as if we were driving down the highway making driving decisions by looking in the rear view mirror!
Discipline is something that, if put into place during an implementation, rapidly falls by the way side as time marches on if we are not careful. Part of the ERP ‘driving’ license needs to be education on the importance of keeping the discipline going. All employees need to continue with the documented processes, procedures and using the computer according to the work instructions at all times.
This we find doesn’t happen in practice because of various reasons:-
Lastly, we find employees have trouble persevering with the ERP technology and at some stage revert to manual processes outside the ERP system. Often this manifests itself in the ‘spreadsheet’ being used to try and replace a perfectly good integrated system that is not properly understood or is trying to use inaccurate, non-real-time data and continually providing the incorrect answers to the planning and control questions.
At a company with whom we had done a lot of work and who had reached the heights of being, if not a low “A” user of their ERP systems, then a very good “B”, had several management changes over the years. They didn’t keep up the education and training, discipline started to fall away as employees changed and moved jobs, performance measurements started to be dropped, portions of the system collapsed until they decided that the software was not working for them anymore and they bought another vendors system. They migrated a lot of rubbish from the old system to the new system and ended up with even less than they had before. It will take years for this company to get back to where they were and it is such a pity after all the hard work they put in to get where they were in the first place.
Why not have your ERP systems externally audited on an annual basis to ensure they are still functioning as designed and get recommendation to improve the systems and utilise more of the existing, or new technology, which is continually coming along. Many of us buy, or get sold, ERP systems but only end up using a very small percentage of the technology available to us, for which we have generally paid handsomely. Here we would suggest you refer ‘The Oliver Wight Class ‘A’ Checklist for Business Excellence’ book obtainable for their website www.oliverwight.com.
This should really be the first term in the formula for success, because without this element of the equation nothing else is going to function correctly. This forms the foundation for the ERP ‘driving’ License and without this most employees haven’t the first idea how their systems function, integrate and work the way they should. Using our automobile analogy, the software vendor is the car salesman, but it is the driving school, APICS/SAPICS, that provide the education to enable people to generically operate these systems successfully.
Some time ago we were asked to assist a heavy engineering company in finding some new ERP software as they were unhappy with their current system, which they had had for 5 years. They were using probably one of the most popular ERP systems at the time in South Africa, but it didn’t function for them and they were looking to spend million of Rands implementing a new one. We said, before you throw money at the symptom, let’s look for the root cause as to why your current system is not functioning for you. We spend a couple of days having a look at the situation and quickly realised that they had not structured the BOM’s in the way that they build the product but in the way they prepare the engineering drawings. The draughtsmen were in charge of the BOM’s and there was no BOM or Technical Change Committee policy!
We explained the situation to them, gave them one days education on structuring BOM’s, spend another day generically restructuring one of their major products and today, more than 10 years later, they are still using the same ERP system successfully. So for the sake of one day’s education they suffered 5 years of heartache unnecessarily. And, as a bonus they didn’t have to spend millions on implementing a new system. Their question was, “Why didn’t we know this when we initially implemented the system?” And the answer was there was nobody in the organisation with the necessary knowledge and an ERP ‘driving license’ to lead the way.
SAPICS and APICS, and their network of Authorised Education Providers (AEP’s) around the country have all the programs, courses and certification programs that you will need to get your employees ‘up-to-scratch’ with best practice in operations and supply chain management. You have paid for this education through your skills development levy, surely it makes sense to start getting something back for your money that can provide the company with a benefit!
OK, so again using our automobile analogy, we have bought ‘the car’, and we have had the ‘driving lessons’, it is now time to get trained on the particular ‘model’ that we have purchased. This is where your software vendor comes in. We have had our policies signed off by management and our best practices have been mapped, it is now time to implement them in the software we have purchased.
The important thing with regards to software training is that everybody should get first hand training from the vendor and not secondhand training from a colleague that has been on the course. If you attend a training course it is likely that you will retain 20% of what you have been taught. If you pass this 20% onto your colleague they are likely to retain only 4%! If a new employee takes over this process and retains 20% of the 4%, well basically they know nothing, and particularly if they have no ERP education, one can see how quickly systems can deteriorate and begin to fall over.
Education and training needs to be continuous and never ending, we can always learn something new. One client said, “Every time I educate and train people, they leave.” Our retort was, “What happens if you don’t educate and train them and they decide to stay!” The secret is to provide an environment in which people want to stay, work and develop.
When it comes to ERP systems continual improvement, employee empowerment is the crux, and if you are not continually improving, adding to or taking advantage of the latest technology, your systems are in reality going backwards. You need to stay ahead of your competition in providing the best possible service to you customers, can you imagine an international courier company staying in business if they don’t have a consignment tracking website, it is now an order qualifier, rather than an order winner.
With the right basic ERP education, operations and supply chain qualifications or certification from APICS, together with the first hand software training from your vendor it is now time to empower you employees to go out and make a difference by continually improving the systems, by leaning the processes and reducing the waste in you systems. Some more education in JIT/Lean, TQM, Kaizen events and Six Sigma can help you considerably here and again SAPICS/APICS has programs to assist you in these endeavors’. In essence, as operations and supply chain knowledge is growing exponentially a culture of continually learning has to be a policy of the company, from the very top down to the bottom of the organisation. We all need to be learning something new all of the time, just to keep pace with developments.
Recently, at a local packaging company, after running an in-house APICS Lean program for a team of their employees, they carried out some 3 day Kaizen events where set-up times on a number of their machines were reduce by between 50% – 75%, virtually at no cost. We should all be doing this, all the time, with all our processes! Start tomorrow.
So, in summary, pretty well most of what we have discussed above has really not much to do with what ERP software you are running, it is all pretty software independent, hence the title of this paper.
Why don’t companies develop an ‘ERP ‘Driving’ License for their employees and dictate in their policy that employees will need to have certain levels of generic education, qualifications, certification, software training and be assessed as competent in the processes in which they are involved.
Just to highlight the eight areas again that we believe need continual focus when it comes to the success of your ERP system:-
We could spend a good day or so on each of these aspect above, here we have just been able to scratch the surface. If you are not sure how to tackle to points above, find an operations or supply chain consultant that can set you off on the right road.
In addition, we have attached a checklist which covers the above points, just see how you rate, and then put an action plan in place to improve …. continuously.
Generating a statistical forecast, by what ever means, is not the same as creating a consensus demand plan in your business, it is only the first part of a four part process.
Over the last fifteen years I have visited and worked with about 150 companies. One of the first questions asked is often “What is your budget for Demand Management in the business?” The response is often surprise as to the need for one and comments like, the salesmen are responsible for forecasts and they ‘suck-their-thumbs’ for half an hour at the end of the month, where is the need for a budget? It is amazing how many companies run their whole business based on a salesman’s thumb suck!
Demand management and coming up with a reasonable demand plan, is a key process in any business. If you don’t have a reasonable idea of all the demands on your business into the future, how on earth are you going to be able to plan the supply of resources in the form of materials, capacity and labour?
A business requires the best forecast it can for various reasons, including:
Most businesses are still using judgemental or intuitive forecasting techniques where as they should be using more scientific methods. Forecasts can also get mixed up with goal setting and become the yardstick by which salesmen are measured. Hence, the reluctance of the salesmen to be involved in the process as, due to the first rule of forecasting, they will always be wrong. The advantage of putting a consensus demand management process in place is that it separates the forecasting process from goal setting. Forecasting than becomes systemic and objective.
Some of the common forecasting myths, mainly resulting from a lack of understanding and education, are:
Some of the common gripes one comes across, mainly from the sales team, are:
And in operations, we are the victims of a lousy forecast and there is nothing we can do about it.
Forecasting is the wide science of prediction. Some events are very predicable, sun rise and sunset, tides, etc. Others are less predictable, such as weather forecasting and stock prices. Others are totally unpredictable such as the lottery. However, modern forecasting techniques can assist us forecasting more accurately than before for events that have some pattern to them or are being driven by some external forces.
So, business forecasting is the first step in the business planning process and a major part of the demand management process. It is the prediction of the sales of a company’s independent demand such as finished products and spare parts that are for sale. These forecasts need to be aggregated to satisfy the three basic levels of planning in a business:
Strategic planning is predicting the overall market and direction of the economy over the next three to five years. It provides a plan for those things that take a long time to change such as major plant expansions and new product introductions. Forecasts are usually in monetary terms and are reviewed annually.
Sales and Operations Planning is concerned with manufacturing activity over the next year or two. Forecasts are generally made for groups of items centred on manufacturing facilities or production lines. The purpose is to determine when the company needs to significantly change its capacity. These forecasts are reviewed monthly.
Master Production Scheduling is concerned with manufacturing activity for the next four to six months, or the planning horizon based on the cumulative lead time to buy raw materials and manufacture the product. Detailed forecasts need to be made for each individual finished product. The purpose is to be able to use this master schedule to calculate, using BOMs and MRP, raw material and component requirements out into the future. The important thing to remember is that the three forecasts above need to be built from the same data in order for them to support each other.
What are the objectives and output of the demand management process?
The primary objective of the demand management process is to provide the business with a reasonable demand plan with which to drive the business planning processes. This will assist the company to better plan investment strategy, plan new resources and plant into the future and plan the procurement for long lead-time materials, timeously.
These three demand plans need to be derived from the same data, support each other and be a consensus of those with insight into the business. These plans can’t be developed independently by different people or teams in the organisation or be one persons or groups thoughts on what is going to happen into the future. When the demand plan is proved to be wrong, which it will be, we don’t want to blame a person or group. Instead, we ask the question “why?” and file the answer away in our ‘knowledge bank’ and change the process to improve the accuracy of the output.
Consensus demand management is the process of gaining a reasonable grasp of all the demands on the business. This process needs to be the responsibility of the demand team which should consist of at least the following functions:
The demand management process consists of four basic steps:
Step one is for the demand manager to prepare the detailed statistical forecasts using computerised tools. These are then communicated to the sales team for collaboration with the customers. These collaborated forecasts are then fed back to the demand team for the qualitative forecasting process and the creation of the three demand plans for the planning processes.
Let’s look at each of these four basic steps in more detail.
Prior to this process it is important that there is an ‘actual’ demand file used to generate the forecasts. Extracting your sales history from your ERP system does not exactly give you a statement of actual demand in the past. Differences between the sales history and actual demand can be caused for the following reasons:
The sales history file needs to be ‘massaged’ into the demand file suitable for statistical forecasting to take place. This file should then be saved separately from the sales history. Each month the demand file is then appended with the latest months sales figures and ‘massaged’ where necessary prior to forecasting taking place.
Quantitative statistical forecasting techniques come in two forms; intrinsic and extrinsic. Intrinsic techniques only use the company’s internal data, basically the sales history / demand file, to prepare a forecast. Extrinsic techniques, not only use the company’s data, but other data from external sources to the company.
Intrinsic techniques include:
Extrinsic techniques include:
Most focussed forecasting computerised systems will suggest or select the best intrinsic technique to give the least error, based on the demand file data. The forecasting systems don’t understand the product which is being forecasted, all they are doing is taking your time series and looking for patterns, trends, cycles, events and seasonality in the data and then projecting these out into the future.
In order to pick up these time series characteristics, at least two years of data is required. More data can also be useful, but you need to ask yourself, how relevant are the sales of five years ago, for a product, compared to today?
The moving average and single exponential smoothing techniques are only really useful for non-trended and non seasonal data. Holts method will start looking for trends, whereas Winters, Box Jenkins and ARIMA models will detect and predict seasonality.
Croston’s intermittent model is used mainly for parts that are sold infrequently, such as spare parts, it attempts to determine in which periods parts will be sold and how many.
Curve fitting is not really a forecasting technique, but it can be useful in looking at overall trends with regards to data. Trends can be normally fitted to a number of different curves such as straight lines, damped, exponential as well as ‘S’ shaped life cycle curves. Leading indicators can be useful in improving business forecasts. Ideally, you need to find some external data that correlates with the internal company data and can be used as a leading indicator with regards to change in the demand for a product. For example, the pattern of sales for motor car tyres will be preceded by the sales of petrol and diesel.
When abnormal demand, both high and low, is experienced the reason for these events needs to be flagged. If the company uses promotions to promote its products this can be flagged as an event and promotions indicated in the future will try and predict sales in these periods based on promotions of the past.
Dynamic regression is probably the ultimate in forecasting techniques which uses both intrinsic and correlating extrinsic data to build a model that increases the accuracy of forecasting a product.
Once the forecasts have been generated, the next step in the process is to collaborate with the customers with regards to the statistically projected demand.
Statistical forecasts are purely a projection of the past. We all know that the future is rarely a repetition of the past and so we need to look at how the future could change.
Most customers don’t have too much of an idea as to what their demand is going to be into the future. By presenting the customer with the statistical forecast of their products in a graphical format can go a long way to starting the collaborative discussions into future demand. Here the problem is one of time. Most companies have hundreds of customers / products and the time to collaborate on all these is prohibitive. The answer is to perform an ‘ABC’ analysis on your products / customers and focus on the 20% that gave you about 80% of your sales. The 80% of the balance you should leave up to the forecasting system to predict the future. If you can get 80% of your demand reasonably right this should be sufficient to greatly improving your overall forecast accuracy.
The statistical forecasts can then be updated based on the customer input and then fed back to the demand team for the next step of the process.
The qualitative process looks at all the external environmental factors that affect your business over which you have absolutely no control. You need to understand how each of these factors positively, or negatively, affects the demand on your business.
What external factors affect your business?
Ideally, we need to try and determine a mathematical relationship between these factors and the company’s sales. For example, for every 1% increase in the birth rate you could expect a 0.5% increase in sales.
More formally, the qualitative process can be made up of five techniques:
The Delphi technique involves assembling a small team of people who, independently, are asked questions the answers to which are then circulated to the rest of the team. The process is repeated four to six times after which some sort of consensus is obtained from the team with regards to the purpose of the questions.
Market surveys are usually carried out by companies that market to the final consumer. They take the form of test panels, questionnaires, test markets or surveys. The primary purpose is to gather data on market conditions and perceptions.
It is difficult to forecast a new product or brand as there is no sales history on which to base the projections. In this case companies often use an historical analogy of a similar product introduced previously.
Life cycle analysis helps us to modify the forecasts depending on where your product or technology is in its life cycle. A product that has just been launched will predict lower sales than one would expect as the product moves into the growth phase. As the products life cycle is coming to an end the forecast will predict higher sales than can expected as the product slowly dies.
Informed judgement is a process that uses no rigorous methodology, but consists of a group of people, such as the demand team, using their experience, hunches and some facts about the situation to come up with a consensus on any situation.
Because intrinsic quantitative statistical forecasting only looks at current products from current customer, the qualitative process needs to factor in any expected demand from new customers and new products that will create demand into the future. This process is fairly complicated and will need to be developed and maintained by the demand team.
The last part of the process is now for the demand team to come up with the best demand plan possible that will be used to drive the business.
Once the process of generating the quantitative forecast, the collaboration with the customer and the qualitative process has taken place, it is time to generate the three demand plans.
The last part of the process could be summarised in the following ten points:
It is no good just generating the forecast and then forgetting about them, the key to forecast accuracy improvement is through forecast accuracy measurement.
There are many techniques for measuring forecast error, here are some of them:
Probably the one technique used by most Materials and Supply Chain Managers is the simplest one to understand and that is the MAD. The MAD can also be used to calculate safety stock levels and the tracking signal.
The ‘M’ implies the average error, the ‘A’ is for absolute which means ignore the sign, over or under forecasting are just as bad as each other, ‘D’ is for deviation and looks at the difference between the actual sales and forecast. In other words the error.
The MAD is calculated by summing the monthly absolute differences between sales and forecast and dividing by the number of months in the time series, as per the following example:
In the above example the MAD would be the sum of the absolute errors, 24, divided by the number of monthly periods, 6, giving us the answer 4. In other words, on average, the forecasts for this item have a plus / minus 4 error. This gives us a feeling for items forecast accuracy.
The tracking signal is used to measure the quality of the forecast. It also indicates when a change of forecasting technique or parameters is needed, as well as indicating bias in your forecasts. If you have bias in your forecasts this is the first thing that needs to be eliminated. Continually over, or under, forecasting is very bad; you need to be over some months and under others, hovering around the zero line.
The tracking signal is calculated by taking the algebraic sum of the errors and dividing by the MAD. If the tracking signal remains in the band +4 to -4, then the forecasting system is providing a reasonable result. Outside this band, it is suggested that a change of forecasting technique or parameters in made. Let’s look at the following example
If we plot the tracking signal each month on the graph below we can determine a few things:
In summary, this paper has suggested a methodology that companies could adopt in developing a consensus demand plan for their business. If we have a reasonable idea of the demand on our business we have a better chance of organising the supply to satisfy the customer requirements.
The demand management process indicated above can be summarised as follows:
The above should assist you in providing even higher levels of service to your customers than in the past, which will result in more business and higher profits.
Over the last thirteen years the author has worked with over 120 manufacturing companies in Southern Africa.
This work has involved consulting and education in materials, manufacturing and supply chain management. Many manufacturing, planning and control system assessments have been conducted with these companies to ascertain the company’s ability to use their Enterprise Resource Planning (ERP) systems effectively and almost without fail the following twelve reasons for poor implementations crop up every time.
This paper briefly looks at these twelve reasons for poor ERP implementations in the hope that future implementations or re-implementations will take these issues into account.
There will not be sufficient time to go into each of these areas of concern in detail, but the hope is that companies will recognise the mistakes that have been made in the past and put plans into place to rectify these problematic situations. Any re-implementation of their systems should then result in them developing an ERP system that will provide them with a competitive weapon out there in the global marketplace.
Many times the software vendor will take on the responsibility for the implementation project for their software. This happens generally because the company wanting the implementation have no, or very little, understanding of manufacturing systems or the resources or expertise to conduct the project management process. Unfortunately, the objectives of the software vendor and the company requiring the systems are not always the same.
The software customer is looking for a fully implemented, accurate, real-time planning and control system that will give them a competitive edge out in their market place. On the other hand, the software vendor wants to load software, conduct some training, go-live and invoice for their services. In practice, these two objectives can be poles apart.
It is important that the company requiring the systems manage their own project and progress at a pace that suites them. They then need to employ software consultants, manufacturing consultants and educators to ultimately provide them with a complete solution that operates to their satisfaction. If any of the consultants or educators / trainers are not providing the service required they can then be replaced.
The company requiring the implementation therefore needs to take responsibility for the outcome of the project and not blame the software vendor when the systems do not work out according to their requirements, which can often be the case. In the worst case that we have come across, software vendors agreed to supply and implement systems in a food processing company. They dropped hardware, loaded software, partially trained one person, who left shortly afterwards and left the company with a system that nobody knew how to even switch on and an invoice for implementation. The company refused to pay and several expensive years later with lawyers and courts, a settlement was made. But the company still doesn’t have a system. They have been persuaded to take control of their own destiny next time and do the job properly.
One thing that really needs to be understood with an ERP implementation, it is not an Information Technology (IT) project, it is a people’s project. The IT is just a tool to manage the data and to perform the long drawn out calculations required by these systems.
If a company had one finished product and six raw materials, their whole ERP system could be managed on a piece of paper. Because we generally have hundreds of finished products and possibly thousands of raw materials the task is too complex to commit to paper and a tool is required to handle the data storage and calculations, hence your ERP system.
Consequently, never put the IT department in charge of a manufacturing systems implementation project. The project needs to be run by people from operations or the supply chain. IT people will focus on the hardware and software, whereas we need to focus on the people, their understanding, education, training and empowerment to run the systems such as to harness a competitive advantage in the supply chain. The successful implementation of ERP is therefore more about people and change management, than loading software onto a computer.
As mentioned earlier the implementation project needs to be run by the manufacturing company and the project needs to be organised in a professional manner for it to succeed. ERP implementations require a project sponsor, who is generally the Boss / MD / CEO who needs to be actively involved in the project on a daily basis. The project requires a steering committee, which is generally the top management team of the company, or it should include the leader of each of the task teams mentioned below, if they are not part of the top management team. This committee should also include a software supplier representative and the manufacturing consultant / educator.
A full time project leader is essential. From my own experience, if the project leader has other duties in the organisation, the customer always comes first and the project takes a back seat position. To implement an ERP system requires a companywide approach and therefore the users across the company need to be fully involved. The project needs to be broken down into areas that also need to be integrated and coordinated by the project leader. In implementations of this type certain things need to take place before others can be tackled. For example you cannot create bills of materials until all the items have been defined in the item master and you cannot start cost roll-ups until the bills of materials and routing have been developed and audited.
Task teams can vary from company to company, but generally they fall into the following areas, with the following responsibilities:
There should be a monthly steering committee meeting to ensure that plans are on track, to resolve any conflict between different task teams and to ensure there are sufficient resources to complete the project on time. Task teams should meet weekly to review progress and to ensure that their more detailed plans are on track. These are the people that will actually do the implementation, collect and audit the data required.
The project leader should attend all these meeting and in between assist where he can to ensure the project is completed on time. He will also liaise with software and manufacturing consultants and educators to coordinate training and education requirements.
The above project structure will need to develop an overall implementation plan as well as detailed task force team plans that will integrate into the overall project plan. A budget will also need to be developed which will include items such as:
These plans and budgets will need to be reviewed monthly at the steering committee meetings and updated as and when required. Don’t be too optimistic with the implementation time horizon of your project, it always takes longer than you think to implement these systems because you are dealing with people, people that have their daily jobs to do as well as implementing the new system.
When it comes to budget cutting be warned not to cut education and training otherwise you will surely fail as we mention below. A poor or failed implementation will cost you 90% of a successful one, but you will only realise 10% of the benefits as opposed to 90% plus.
Demand management is a primary process for any manufacturing business and one that we have found is carried out extremely poorly. Huge businesses are run on a salesman’s ‘thumb suck’. Most businesses visited don’t have a budget or process for demand management and hence spend their time being very reactive and continually expediting as the customers try to drive the business.
If you don’t have a ‘reasonable’ handle on the demand for your business, how on earth are you going to plan an ‘acceptable’ supply to support the high levels of customer service required by modern supply chains? Forecasting and demand management is too important to leave to the salesman. Demand management is a process that includes those persons in the business that have insight into those external situations that seriously affect the performance of the business. These can include such things as Forex rates, oil or other commodity prices, interest rates, weather, terrorist activity, international political situations, etc, the list can be endless.
The demand management process begins with statistical forecasting which tries to find patterns, trends, cycles and seasonality in your sales data and then project these characteristics into the future. This data is then reviewed by sales and marketing and adjusted to include the latest customer information. Lastly, qualitative processes are used by the demand management team to come up with a consensus demand plan that can be used to drive the business.
When the demand plan is not 100% correct, which it will not be, we don’t blame the salesman, we blame the process and find ways of improving the accuracy of the process over time.
This is really the first and most important planning process in an ERP process and yet one that is rarely tackled by top management, possibly because most ERP software offerings don’t include a module for this process. Most of our clients successfully use spreadsheet systems integrated into their ERP system to perform this top level planning hierarchy process.
This is where top management get involved in ERP by providing an authorised ‘Game Plan’ to the rest of the employees to enable them to carry out their tasks but at the same time they are supporting the strategy of the business. It is at this level that the manufacturing strategy is developed, inventory levels are determined and sales and production levels are set to support the company’s customers. This is how the ‘Boss’ guides the business and he will be checking on a daily basis from feedback that his plan is on track. If exceptions are detected they can be dealt with immediately so that the company can realise its objectives in the long term.
The other important purpose of the S&OP is to determine when the company will need to significantly change its capacity, allowing sufficient lead time to accomplish an increase to support future demand.
Of all the companies visited over the last decade, or more, we would say virtually none have had anybody we would really truly class as a Master Production Scheduler. Mostly when enquiring about a company's Master Scheduler we are directed to a clerk sitting at the back of the factory reporting to production. This is not a Master Scheduler and at best could be called a shop floor scheduler.
The Master Scheduler is the ‘helmsman of your ship’; if you have a bad helmsman you will be on the rocks passing Robben Island! The Master Scheduler creates the anticipated build schedule for your business that is a statement of how the company plans to supply the demand on the business. The Master Scheduler will ensure that customer service levels are maintained. Except for perhaps the boss, your Master Scheduler is probably the most important person in your business and if not reporting to a supply chain manager should report directly to the boss.
This Master Schedule then becomes a set of planning numbers that drives the Materials Requirements Planning (MRP) system rather than the customers and salesmen driving the business through forecasts and customer orders.
How many companies have bought, or been sold, an ERP system and have never got around to using the MRP system which is surely why they bought it in the first place - to enable to plan and control their materials and capacities. Those companies that have got around to pressing that button marked MRP in their software generally have such poor quality input data that planners and buyers abandon the inaccurate output and revert to their ‘trusty’ old spreadsheets as they still need to determine what needs to be purchased / manufactured, how many and when.
The previous point with regards to MRP leads me straight into this problem area, database and information accuracy. What databases and information should be accurate and just as importantly realtime? Well the simple answer is everything! But for your planning and control systems to function the following are the important ones to concentrate on:
Order files, all three of them, need to be accurate with regards item number on order, quantity and the due date. MRP systems can’t handle ‘past due’ dates, it seriously affects the requirements calculations. Inventory records not only need to be audited above 95% accuracy using proper cycle counting processes, but also as real-time as possible, like your bank account!
Item master planning information, such as order policy, order quantities, lead times, safety stock and safety lead time data needs to be there, appropriate or reasonable for the planning system to function with any degree of effectiveness. Bills of materials and routings need to be audited to high levels of accuracy to allow the planning systems to determine correct material and capacity requirements. How we achieve the required levels of accuracy in these files is tackled under the next heading.
In our humble opinion and this has been born out in practice, an ERP system can never be sustained into the future if the company does not have a technical change committee (TCC) to create, maintain and audit the three key manufacturing databases; item master, bills of materials and routings.
The item master is particularly difficult to manage as it relies on many persons in the company to provide the data that it contains. A policy needs to be written determining what fields in the item master will be used for what, what information would we expect to find in that field and most important of all, who is responsible for that data.
The bills of materials (BOMs) determine the structure, materials and components that are used to build the product. The BOMs have many uses and users in a manufacturing business and again a policy needs to be developed determining how you will structure your BOMs and what will be included and what will not be included in the BOM. BOMs need to be audited, against this policy, to accuracy levels of 98% plus correct prior to them being used to generate material requirements through the MRP system.
Routings are used in the ERP system to perform capacity planning and scheduling and again there needs to be a policy against which they can be audited to greater than 95% accuracy prior to being used for these purposes. This committee should have representation from Sales, Production, Costing, QC, Purchasing, Materials,
Planning, etc, as any small change to a product or material could affect each of these departments differently and consensus needs to be obtained on any change proposed or made. The TCC will also be responsible for new product introductions and changes to existing products to ensure that the implementation of the change is handled correctly and that the databases are updated correctly and timeously.
This is usually the part of an implementation that gets forgotten and unless this section and the next two are implemented properly the systems will never be sustainable into the long term. Documentation needs to be written at three levels; policies, procedures and computer work instructions.
The policy dictates what needs to happen to allow the systems to function correctly. The procedure tells how the task must be performed and the computer work instruction tells you how to use the computer system to record the process. As an example, the stores / warehouse policy will state that inventory accuracy will be maintained in the store to a minimum of 99% by the use of cycle counting processes. The procedure would then outline the process of a daily cycle count. The computer work instruction would indicate how the cycle count is entered into the computer systems and what reports would need to printed.
The test of a good set of documentation is to give the procedure and work instruction to somebody who doesn’t know the process and see if they can perform the task without asking too many questions. One good use for this documentation is for training new employees and ultimately assessing their competence against the approved documentation. Procedures should be displayed on notice boards in the work area and computer instruction pasted up next to the computer.
This documentation also needs to be audited and reviewed regularly to ensure that employees are adhering to the procedures, that they are still relevant or that a better method has not be found that needs to be documented. Many companies have ISO quality management systems and to include these manufacturing planning and control documents into the ISO systems means that they should be audited, if only internally, on a regular basis.
If this process is not followed, it is likely that employees will find short cuts and quickly your systems will start to fall over and the maintenance becomes more difficult.
Although some companies do have some procedures, computer work instructions are often missing and there is generally very little policy that has been documented. Policies should include:
The on-going effectiveness and improvement, of your systems is only going to be maintained if the correct performance measures are in place. Many companies have old outdated performance measure that they continue to use that work against modern supply chain thinking. You must be measuring the correct metric to ensure that people are doing what you need them to do. We are surprised by how many people we meet in industry that are not measured at all. Often their only measures are qualitative, ‘does his supervisor think he is doing a good job and is he a nice chap’, but there are no quantitative measures.
Performance measures need to ultimately support the goals of the company and promote good practice in the supply chain. This is a pretty wide subject and we usually turn to the Supply Chain Council (SSC) for guidance and use their Supply Chain Operations Reference model (SCOR) to determine what metric should be put in place, where in the supply chain to support the characteristics of the required supply chain. For more information, contact the SSC and become a member, it is really worth it.
What we will suggest here is that there should be high level measures that top management needs to review on their dashboard, daily. If performance in any of these areas falls below the minimum required, top management will then know that the company’s ability to plan and control its priorities, materials and capacities is being seriously compromised and they will need to take action immediately. These twelve measures were originally suggested by Buker and are:
Ensure that your performance measure system is maintained into the future, if it begins to ‘fall over’, the fall of your systems will not be far behind.
Lastly, but certainly not least, you will achieve nothing and sustain no manufacturing, planning and control systems in your business if you do not do and continue to do, lots of education and training. This is not a once off thing during an implementation, as people move in your organisation and people leave and new ones arrive, continual education and training is required. It has been seen so many times that a good implementation has gone sour after a few years due to this lack of on-going education and training. All too often in an implementation only system training is carried out by the software providers. People are told what buttons to press, but they don’t have the faintest idea why they are pressing them. This is why generic manufacturing planning and control courses, seminars and workshops are of critical importance.
APICS and SAPICS are well positioned to provide these educational services to you during an implementation and on an on-going basis into the future. Your ultimate aim should be to have several persons in your organisation with a CPIM and / or CSCP level of qualification. Remember, you pay for education once, but for the lack of it, for life!
So, we believe, if you want to have a successful ERP implementation concentrate and focus on the above twelve points.
If you focus on the above twelve points during an implementation, or re-implementation, you should be able to sit back and enjoy the competitive advantage that your systems should give you in the global marketplace.
Over the last twelve years the author has presented numerous APICS and SAPICS educational courses inhouse as well as conducted consulting activities for well over 100 different companies. Mainly these companies have been in the manufacturing sector and are generally of a medium size. These manufacturing companies range from food and beverage, to electronics, plastics, packaging, heavy and light engineering, fruit and clothing industries.
One observation, over the years, that has come to the fore is that a vast percentage of these companies do not have effective master planning processes in their organisations. Planning in the majority of these companies is carried out by unskilled people enclosed in a room near to the factory reacting to orders that are constantly being thrown into the planning office. These orders are then converted into strips of cardboard and shuffled on a short-term planning board to try and achieve some semblance of customer service. There is very little thought as to materials and capacity availability or to what is likely to be required into the future.
In these companies, management have little understanding of current and future capacities let alone any decent planning systems that will ensure they have the materials available to satisfy their customer’s requirements. Management needs to put a window in the planning office, open the curtains and look down the road at the demand that is likely to hit the company in the future and make decent plans to accommodate this demand with a high level of customer service. This in essence is what master planning will accomplish for a company.
APICS defines the Master Planning process in their dictionary as:
“A group of business processes that includes the following activities: demand management (which includes forecasting and order servicing); production and resource planning; and master scheduling (which includes the master schedule and the rough-cut capacity plan).”
Master planning therefore includes the three separate, very distinct but integrated, business processes of Demand Management, Sales and Operations Planning and Master Production Scheduling.
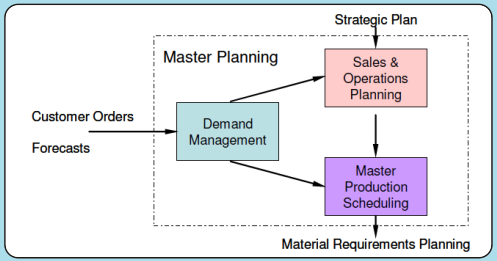
Figure 1: Master Planning
In this paper, we will examine each of these processes, looking into the objectives of each as well as their inputs and outputs. In addition, the paper will examine what SCOR has to say about the master planning processes together with best practices and metrics for this level of planning.
Lastly, the paper will look at a methodology for assessing you current master planning processes and some suggestions as to how you might improve these processes in your business.
Demand management has to be the first processes that any company must complete prior to doing any form of planning within the organisation. If you do not have a reasonable idea of what the demand is on your business, how are you ever going to be able to plan the supply to support that demand?
If we look at what APICS defines demand management as, we have:
The function of recognizing all demands for goods and services to support the market place. It involves prioritizing demand when supply is lacking. Proper demand management facilitates the planning and use of resources for profitable business results. 2) In marketing, the process of planning, executing, controlling and monitoring the design, pricing, promotion and distribution of products and services to bring about transactions that meet organizational and individual needs. Syn: marketing management.
The author has rarely come across a company that would be regarded as having a good demand management process. Often the sum total of demand management is the salesman ‘sucking-his-thumb’ at the end of the month and the company trusting its future on this schedule of demand.
Demand management is far too important to the company to leave it entirely in the hands of the salesman. When asking a company what their budget is for demand management one is usually meet with a blank stare. Surely, we have budgets for sales, marketing, product development, distribution, all important business processes, why not one for demand management. There are a few companies that are now realising the importance of this function and are employing demand managers.
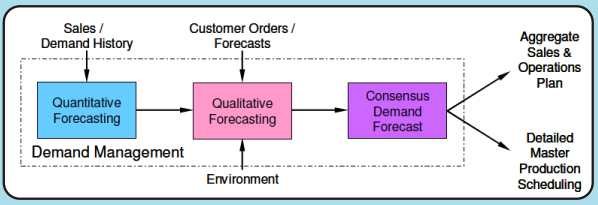
Figure 2: Demand Management
Demand management is a monthly process. It usually starts just after month end when the latest sales history figures are available. The demand manager needs to maintain a demand file for each of the companies’ products that have been ‘massaged’ to reflect the real demand as opposed to what was shipped to the customer. This file is then appended with the latest demand / sales data on a monthly basis.
From this demand management file the demand manager should then use a computerised forecasting package to look for trends, patterns and seasonality in the time series and project these into the future. These forecasts should then be passed back to the sales force for their input. Rather than looking at all the products, which could be a mammoth task, we suggest the salesman analyse and update the 20% of products that gives them 80% of their sales. In this way, we apply our valuable time to what is important in the business.
These updated forecasts can now be presented to the demand management team. The demand management team should consist of people in the organisation that have insight into what and how, external forces affect the business and hence can revise the forecasts accordingly. External forces such as product life cycles, economic cycles, foreign exchange rates, interest rates, weather, oil prices, international terrorism, etc (the list is endless) can have a profound effect on our business. The output from this part of the process should be a consensus forecast for each of the company’s products out to the various planning horizons and to the right level of detail and aggregation required by the next two levels of planning in the master planning process. This output needs to be ratified by sales and marketing prior to release, as they have to be happy that the plan is feasible.
The above process needs to take place within the first week of the month so that sales and operations planning can take place early on in the month. Therefore, the inputs to the demand management process are the future customer orders and at least two years of each products demand / sales history. The output is an aggregated consensus demand plan, out to the capacity time fence, for the sales and operations panning team and a detailed consensus demand plan, out to the planning horizon, for the master production scheduler.
Prior to any detailed planning taking place in a manufacturing company, an aggregate ‘Game Plan’ needs to be developed by top management to give direction to the company. Looking at what APICS defines as sales and operations planning, it says:
A process to develop tactical plans that provide management the ability to strategically direct its businesses to achieve competitive advantage on a continuous basis by integrating customer-focused marketing plans for new and existing products with the management of the supply chain. The process brings together all the plans for the business (sales, marketing, development, manufacturing, sourcing and financial) into one integrated set of plans. It is performed at least once a month and is reviewed by management at an aggregate (product family) level. The process must reconcile all supply, demand and new-product plans at both the detail and aggregate levels and tie to the business plan. It is the definitive statement of the company's plans for the near to intermediate term, covering a horizon sufficient to plan for resources and to support the annual business planning process. Executed properly, the sales and operation planning process links the strategic plans for the business with its execution and reviews performance measurements for continuous improvement. See: aggregate planning, production plan, production planning, sales plan, tactical planning.
The primary objective of the sales and operations planning is for top management to determine when they will need to significantly change their levels of capacity. Since significantly changing levels of capacity not only is expensive but it usually takes a considerable amount of time, good long-term warning is required. Hence, the sales and operations planning needs to extend to the company’s capacity time fence. In most capital-intensive organisations, this can be at least twelve to 24 months and in others up to five years, take an oil refinery, chemical plant or the generation of electrical power for example.
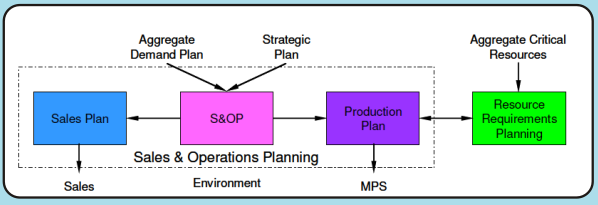
Figure 3: Sales And Operations Planning
In addition, the resultant sales and operations planning must also support the Strategic Plan of the business and hence is also a major input to the process. It is in this process that the strategic plans of the business are integrated into the operational plans of the business. The sales and operations planning is not developed in detail but the individual products are aggregated into product families that revolve around the company’s production facilities. The idea being that we need to determine when demand for the products in these product families will outstrip the capacity currently available.
The sales and operations planning team is basically the top management team of the company. One needs top representation from the following areas of the business with their inputs:
From information from all the above a production plan is developed that will support the sales plan based on the agreed strategy for the business. Generally, strategies are either chase or more commonly a level strategy where the company tries to produce on a level output basis and satisfies the customers by keeping stock in the low seasons and using that stock up in the high seasons.
In order to determine if sufficient critical resources are available to support the plan, or to determine when current resources will no longer be sufficient to support the plan, a resource requirements process is developed. This process will only consider the critical / bottleneck resources, which in most businesses will revolve around equipment, work centres or skilled employees. In some instances these critical resources could include suppliers, materials and / or money.
The result of the sales and operations planning process is an aggregate sales plan that will be given to the Sales Department to execute and an aggregate production plan that will be taken away by the Master Scheduler to be used as a major input into the master production schedule process, discussed next. So, the major inputs to the sales and operations planning are the strategic plan and the aggregate demand plans for each of the company’s product families. The outputs are two fold; an aggregate sales plan and production plan for the business. These plans will be tracked daily by the sales and operations planning team and any deviations addressed timeously to keep the plans on track.
In order to confirm that the company is performing well and that any issue is not seriously compromising the company’s ability to plan and control production properly, a set of high level KPIs need to be developed and viewed by the sales and operations planning team on a continuous basis. A typical set of measures could include:
Once the company has a viable aggregate ‘game plan’ for the business, the master production scheduler can take over and prepare the detailed ‘anticipated build schedule’ for the company’s finished products.
APICS defines the Master Production Schedule as:
The master production schedule is a line on the master schedule grid that reflects the anticipated build schedule for those items assigned to the master scheduler. The master scheduler maintains this schedule and in turn, it becomes a set of planning numbers that drives material requirements planning. It represents what the company plans to produce expressed in specific configurations, quantities and dates. The master production schedule is not a sales item forecast that represents a statement of demand. The master production schedule must take into account the forecast, the production plan and other important considerations such as backlog, availability of material, availability of capacity and management policies and goals. Syn: master schedule.
The task of disaggregating the production plan from product families into individual end items and breaking it down from monthly into weekly time buckets is not a particularly easy task. On the completion of this task the sum of all the products in each product family in the weekly master production schedule buckets must sum to the quantity in the monthly buckets in the ‘production plan’, to within an agreed tolerance.
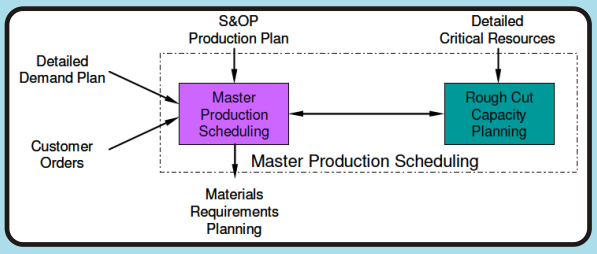
Figure 4: Master Production Scheduling
Whilst accomplishing the above the master scheduler must take into account the detailed end item forecast and current customer order such that he can not only support the ‘production plan’ but also the actual demand out in the market place.
The major objectives of the master production scheduler are:
Master scheduling is a two-tiered process. Monthly the plan is updated with the information from the sales and operations planning and weekly, if not daily, the plan would be updated with the latest detailed sales order data.
The Master Scheduler should convene a weekly meeting with Sales and Production to discuss demand and supply and gain consensus for his master production schedule from these departments. In addition, it is a good idea that the Master Scheduler visit major ‘A’ companies on a regular basis with the sales department to get a better understanding of demand issues out in the market place.
On a daily basis, the Master Scheduler should attend the daily planning meeting with the shop floor schedulers to gain a first hand knowledge of problems on the factory floor that could affect the master production schedule and require the need to re-plan. At this level of planning, the Master Scheduler needs to confirm that his anticipated build schedule has a good chance of being executed on the factory floor. To do this the schedule is tested against the critical resources available. At the sales and operations planning level the capacity check was made assuming a product mix in the product family. At the Master Scheduling level we now know the actual product mix so we can determine and confirm, in more detail, that the critical resources needed to support the master schedule will be available.
The position of master production scheduler needs to be regarded as a ‘very important position’ and in many companies, this is not the case. The Master Scheduler is the ‘helmsman of your ship’ and you certainly do not want to end up on the rocks going out past Robben Island due to incompetence. It is the view that the person holding this position should at least have a CPIM level of qualification or equivalent. In addition, the position cannot be filled from outside the organisation, the requirements are that this person has a high level of knowledge of your business with regards to customers, suppliers, materials, production processes and most of all, your people. This level of expertise cannot be bought, only developed over a long period of time. Hence, succession planning for your Master Scheduler is very important and something that seems to be neglected in most companies.
So, the inputs to this master production schedule process are the production plan from the sales and operations planning process, the detailed demand plan from the demand management process together with current customer orders. The output is a set of Master Scheduler firm planned orders that will drive the materials requirements planning process at the next level in planning hierarchy. This process will determine, by an explosion process through the bills of materials, what needs to be bought or made, in what quantity, in what time period to support the Master Schedule, which supports the sales and operations planning, which supports the strategic plan for the business.
If we consult the SCOR Model to determine what metrics are important in the master planning process we are recommended to introduce the following.
The development and establishment of courses of action over specific time periods that represent a projected appropriation of supply chain resources to meet supply chain requirements.
If we want a reliable supply chain, forecast accuracy is important. If responsiveness is key for you then the cumulative source / make cycle time is important. Flexibility in the supply chain requires a fast replanning cycle time.
If cost is the performance attribute you regard as important, then planning costs should be minimised and if you wish the maximum the use of supply chain assets then return on assets, capacity utilisation, inventory days of supply and cash-to-cash cycle time will be metrics on which you will focus.
The development and establishment of courses of action over specified time periods that represent a projected appropriation of production resources to meet the production requirements.
For a reliable supply chain it is important to have a high degree of adherence to the production plan. For flexibility in the supply chain the minimisation of the cumulative make cycle time is key. If the best use of assets is important then the minimisation of total work-in-process inventory is required.
Again, if we consult the SCOR Model it suggests that a few of the best practices that should be implemented in the master planning portion of the supply chain are as follows.
There are as many methodologies for assessing business processes as there are consultancies. The one the author uses is based on a five-stage map or matrix. Stage 1 refers to a company that has very little in place with regards to master planning, whereas a company at Stage 5 would be regarded as a world-class operation with regards to this business process. If a company can achieve Stage 3, they would be regarded as well on the way to their world-class goals.
This methodology has been structured to take management from a ‘disorganised’ (Stage 1) state to one that is fully ‘integrated’ (Stage 5). At the integrated stage, the organisation will be providing its customers with high levels of service and will be both flexible and agile to customer demands.
At this stage, the company has no strategy with regards to the implementation of master planning processes. Little or no technology is being used to assist with the planning and control of priorities, materials and capacities. Any planning carried out is likely done on a manual basis or using spreadsheets.
The company now recognises the importance of the master planning processes and has considered the appropriate technology. At least a partially implemented ERP system, together with spreadsheets, is being used to assist in the planning and control of priorities, materials and capacities at both product family and SKU / end item level.
At this stage, the master planning processes are integrated throughout the planning hierarchy using at least a monthly planning cycle. An ERP system has been implemented to assist with the planning and control activities at both product family and SKU / end item level. The company is beginning to research advanced planning systems (APS) to optimise the processes.
The master planning processes are now well integrated into the lower level MRP / CRP planning processes. Company performance is improving due to the master planning processes. The use of APS is beginning to optimise the master planning processes.
An APS system is being used in conjunction with the ERP system to optimise plans at the product family and the SKU / end item level. In addition, the planning systems are being integrated with the external supply chain. Collaborative planning is taking place with digital links and joint service agreements. An effective benchmarking process is in place.
The following gives a guide as to what a company may have achieved at each of the five stages for the three basis master planning business processes; demand management, sales and operations planning and master production schedule.
Stage 1. There are no formal demand management processes in place. The salesmen, on an ad hoc basis, are carrying out forecasting. Production is generally being driven by current customer orders using a short planning horizon.
Stage 2. Forecasts are made using the sales history as a basis to predict the future. These forecasts are being used in an integrated demand plan together with customer orders. Measurement of the forecast accuracy has started.
Stage 3. A monthly forecasting process using qualitative as well as quantitative and event management tools is in place. A structured demand management process is in place including time fence and planning horizon policies. Demand management is in place for both product families and SKU / end items.
Stage 4. The demand management process is fully integrated into the ERP system. The total demand on the organisation is discussed with all sales and operations planning personnel on a regular and structured basis. The demand management team have integrated extrinsic data into the demand management process.
Stage 5. A fully integrated, continuous and automated demand management process is in place. This process has a high level of real time integration with the customer’s demand information and a CPFR process is in place with on-line visibility and pull based demand signals.
Stage 1. No formal and structured sales and operations planning and resource requirements planning processes are in place.
Stage 2. Top management are involved in the SOP process and meet on at least a quarterly basis to discuss, at product family level, what to make, sell and stock. Any aggregate capacity planning is done in a non-structured ad hoc manner. A SOP pre-meeting will have been introduced.
Stage 3. The formal monthly sales and operations planning process is being managed on a computer system. A manual check is made to confirm that sufficient critical resources are available for each aggregate product family. New product introduction information is now being included in the SOP process.
Stage 4. Sales and operations planning and resource requirements plans are integrated with the organisation’s ERP system. Product life cycles and product rationalisation is being considered by the sales and operations planning team. APS is being researched to optimise the company’s strategy to minimise cost, maximise profit and give greater asset utilisation.
Stage 5. The sales and operations planning process is being used by top management to drive the business to higher levels of performance and achieve the strategic plans of the business. There will be a high level of communication and collaboration with customers and suppliers to achieve high levels of performance to maximise profit and minimise costs in the supply chain.
Stage 1. There is no master production scheduling or rough-cut capacity planning process in place. The factory is driven by current customer orders only.
Stage 2. A master production scheduler has been appointed and is planning at least 80% of the organisation’s production. The master production scheduler uses information from the demand management process to create a weekly master production schedule on a monthly basis.
Stage 3. Some critical resources are defined and are checked for each end item being master production scheduled using the rough-cut capacity planning process. Master production scheduling is integrated into the companies ERP system and is run on a weekly basis.
Stage 4. There is a fully automated, integrated and continuous master production schedule. Roughcut capacity planning processes are in place to provide improved levels of service to the customer.The master production schedule systems are used to prepare what-if scenarios as and when required. APS systems are being researched to optimise the master production schedule.
Stage 5. APS systems are in use to create the optimum master production schedule for the company allowing it to maximise profit and customer service whilst minimising cost. On-going demand signals are continuously reconfiguring the production and supply plans.
Determining at what stage a company is operating is a matter of developing a series of questions to which the answer is either ‘yes’ or ‘no’. Below is a sample of some of the questions that might be asked to determine if a company has reached Stage 2.
To ensure success in the project it is essential that the company hire expertise in the area of master planning, as we assume it is not available in-house otherwise the situation would be different.
In addition, good education in the master planning process, for all those involved, is going to be essential to ensure a process that will be maintained and be sustainable into the future.
In summary, the master planning process consists of three very distinct and important processes:
Purpose – To provide the company with a ‘reasonable’ demand plan or consensus forecast on which the company can plan its materials and capacity requirements with relative accuracy.
Inputs – Customer orders and forecasts and the company’s sales / demand history. In addition, those external environmental issues that affect the business also need to be taken into account.
Outputs – A reasonable demand plan in aggregate, out to the capacity time fence for sales and operations planning purposes and a detailed demand plan out to the planning horizon for the master production scheduler.
Purpose – To determine when the company will need to significantly increase its capacity into the future to allow sufficient time to accomplish this increase.
Inputs – Strategic plan for the business as well as the aggregate demand plan for the business. In order to determine resource requirements the critical resources required for each of the company’s product families will need to be determined.
Outputs – The two outputs are an aggregate sales plan for the sales / marketing department and an aggregate production plan for the master production scheduler.
Purpose – To create and maintain an anticipated build schedule out to the planning horizon to allow sufficient time to order the longest lead time raw materials.
Inputs – The major input is the sales and operations aggregate production plan together with the actual customer orders and the detailed demand plan. In addition, the actual critical resources required to build each individual item need to be determined for rough-cut capacity planning purposes.
Output – the output is a schedule that will drive the materials requirements planning process that explodes through the bills of materials to calculate raw material, component and sub-assembly requirements.
In essence, master planning is vital to the success of any manufacturing business, but in all honesty, which companies can really say that they have best practice implemented at this level of their planning?
The object of this paper is to highlight the importance of inventory accuracy for a manufacturing business that wants to be part of the competitive global supply chain networks. And, in addition to put forward some suggestions as to how the objective of 100% accurate real time inventory records can be achieved in the shortest possible time period.
I hope that you will be able to take away with you some practical suggestions and a methodology that you can use to start an implementation project in your own company.
It is all very well to come to these conferences and learn about all these new techniques in optimising "this" or advanced planning "that" within our operations and joining global supplies chains. But without going back to basics and making sure that the inventory in our system is real time and virtually 100% accuracy, we are wasting our time. We need to accurately determine what we have, and where it is.
Inventory accuracy impacts on so many aspect of a successful manufacturing business. Typical consequences of inaccurate inventory are: -
I usually suggest that somewhere in the order of 80% of the problems we experience on a daily basis can be traced back to the fact that our inventory records are not accurate. Solve this one problem and we can release value time for all those other improvement projects that need our attention
It is for this reason that I have put this paper together to try and help companies achieve their inventory accuracy objectives by adopting a simple methodology which is detailed below.
Over the last eight years I have presented the CS-SAPICS Stores and Stock Control educational course at many companies. When visiting these companies at a later date I have found that generally nothing has changed in the stores and all the lessons learned by the storemen have never been implemented. So all the effort that the storemen put into there studies has resulted in no benefit to the company, or to its employees.
After some investigation into this situation I came to the conclusion that the reason for this sorry state of affairs was two fold: -
It was clear to me that if I continued during the same, I was also wasting my time in trying to impart knowledge which ultimately had little or no effect on the companies that were paying me to entertain their storemen for 3 hours a week.
So, a couple of years ago I put together the following methodology that has certainly had more success, and a number of my clients stores are now on their way to accurate, real time inventory records as their contribution to a successful ERP/MRP II implementation in their companies.
An overview of the suggested methodology is as follows: -
The first step on the road to inventory accuracy has to be the stores assessment. If this process is not carried it will impossible to set the base line for any implementation project and to ultimately determine if any improvements have taken place. Some of the questions and a more detailed analysis of what should be included in this assessment are discussed later in this paper.
Beware of assessing yourself, it is easy to cheat. Find a reputable consultant and ask for an independent assessment and a detailed report.
I have found that in virtually all the stores assessments that I have conducted, they have shown that there is an enormous lack of knowledge in the storemen of how to run an efficient and effective store operation. The same also applies for those responsible for managing the stores.
For some reason, which I have never been able to fathom out, we continuously put own most inexperienced, untrained and uneducated personnel in charge of probably our most valuable asset; our inventory. And, then we wonder why it goes missing!
Many managers admit that the stores has always been the haven for the lame, the sick and the stupid. Often, new employees starting with a company start their careers in the store. All this has to change; a job in the stores has to become the function in the company that employees aspire to in the long term after a firm grounding and education in materials management.
The CS-SAPICS Basic Stores and Stock Control course is probably the most popular courses that I have run over the years in the companies with whom I have worked. This course gives the people working in and around the store the necessary understanding to carry out their jobs effectively. The course covers every aspect of storemanship that is covered in the Stores Assessment.
Who should attend this education course? Well, anybody that works within the store, as well as those persons such as buyers and production supervisors who have a close association with the store and need to understand the correct functioning of the store and how they can assist in the smooth flow of materials through the organisation. And, of course the most important person, the Materials and/or Stores Manager.
Once the stores assessment has been conducted and the basic education for the Storeman in complete, the next phase of the process can be started. This phase involves analysing the assessment report to determine where improvements are required and putting a project together to address these problem areas.
Ideally, the project team should include the consultant, the stores manager and representatives from the stores personnel. It is important to include as many of the stores personnel as possible as we need them to put forward suggested areas of change and improvement and for them to implement these changes.
Consensus must be obtained on what has to be done, by whom and by when. A project plan is then drawn up with a project target date, the improvements that are expected and any budget that may be required to achieve the objectives.
This project team needs to meet formally on a weekly basis to review the project and to insure that progress is according to plan.
The length of the proposed project will very much depend on the recommendations in the stores assessment report as well as the general state of the stores and estimated stock record accuracy. If things are really bad I would suggest a year long project. If the stores has a reason sense of order this could probably be reduced to about six months. Typically most of the projects I have been involved in have lasted about 9 months.
Once the improvement projects are under way and housekeeping, item identification and locations are identified and marked, we can begin the next phase of the project which is the cycle counting education.
At this point we assemble all the stores personnel, including the stores manager, back in the classroom for a one day seminar on cycle counting and stock record accuracy. For this purpose I normally use the CS-SAPICS one day seminar in Stock Record Accuracy.
This seminar covers the reasons as to why stock record accuracy is important to a manufacturing business and why monthly or annual stock takes will never improve your stock accuracy. It goes on to suggest the correct way to set up and start a cycle counting program and why we start the process with a cycle counting control group. The seminar concludes by discussing how to analyse variances between actual counts and computer records and a ten point plan of how to implement the cycle counting process within an organisation.
The students learn that the most important aspect of cycle counting is that the process is carried out to identify system and procedure errors that cause inaccuracies in our inventory records. They begin to understand that the accuracy that results from the process is essentially a by-product of the cycle counting program.
After the cycle counting education, the project team then expands their project scope to include the implementation of the cycle counting process. This then become a normal part of the project activities which are reviewed on a weekly basis.
To enable us to determine if the project has ultimately been a success, we need to put performance measures in place as soon as possible after the commencement of the project.
The prime measure for the project is, of course, stock record accuracy but this measure will only normally be started once the cycle counting program is underway. However, there are a few other measures that can be put into place from the beginning.
Housekeeping in the store is a very basic measure. I have never found a messy store to be accurate, however, when a store is neat and tidy, there is a good chance that the storemen are taking a pride in their work and their workplace and accuracy almost become a by-product of this tidiness. If the company doesn’t have a housekeeping assessment team, then why not start one and start in the stores. The Stores Record Accuracy course suggests some attributes of a house keeping program in the stores.
Picking accuracy is another measure that can be introduced. Use the third party check of the items picked to create this measure and record the results. Identify the storemen that have high picking accuracy’s and reward their performance.
Probably the main reason for the stores existence is to provide customer service to the manufacturing department, engineering department or the external customer depending on the goods stored. Set up measures to determine the level of service to these customers. At the same time talk to these customers and determine what their requirements really are and endeavour to improve the service to them.
Once the project has run its course, we normally perform a second assessment to highlight the improvements in the stores operation as well as to identify any areas that might require more work in order to bring them in line with a world class operation.
Let’s examine a few of the aspect that a stores assessment might look at in a typical store or warehouse. These are not listed in any order of importance. The importance of each of these aspect would depend on the type of store being assessed and the type of business that they serve.
This is probably the universal problem in the majority of stores that I measure, the lack of education and training of the personnel working in the store. It is amazing to me that we give responsibility for the safe custody of Millions of Rands of one of our most valuable assets to "not yet competent" employees. Then we wonder why it goes missing!
All employees in the stores and those who interact with the stores, such as buyers and production supervisors, need to attend a recognised course in Stores and Stock Control, together with their Manager. This ensures that everybody is aware of how the stores should operate and they can do their part to improve the stores operations.
In South Africa we hate throwing things away, and consequently our stores become cluttered with obsolete, redundant and surplus stock. We use valuable assets to look after these stocks, assets that could be used to better effect elsewhere.
If you have stock that is not needed "just now", then why do we have it, dispose of it and make space for stock that is required.
The decision to dispose of unwanted stock is not normally the responsibility of the stores personnel, but it should be their responsibility to highlight items that are ‘gathering dust and hence cost’ in their store and continue to badger Management until the decision is made to dispose of the stock.
Many times I find that the stores, both internal and external, customer service is not measured. The store is there to support the manufacturing process or the sales and marketing objectives, measure its ability to do this effectively. The stores should consult with their customers to ascertain where their service is lacking and put programs in place to rectify the situation.
If the stores are to operate in a world class manner it is important that the operating procedures a documented properly. This documentation is lacking in many stores that I visit.
Firstly, management needs to put forward a policy as to how the stores should operate. To ensure that this policy is carried out, the stores personnel need to create procedures that will support the policy, and to ensure that they work using best practices. In some cases it could be necessary to write work instructions to make sure that stores personnel use and enter information into the computer system in the correct way to ensure accurate and real time inventory records.
Today it is essential that all store records are computerised. A company without computerised inventory records is not going to be able to compete in the long term. It is not often that one finds stores that are not computerised, but it does happen.
Sometimes sundry stores or engineering stores are not computerised and controls are very lax with ‘shrinkage’ being a major problem. This is particularly evident in some stationary stores just before the schools start a new school year! I hate to think how many poorly controlled engineering stores provide parts for weekend plumbing and electrical projects at employees’ homes!
When it comes to computerisation, it is important that all transactions that update the on-hand balances in the store are performed by the storemen, as soon as possible after the physical transaction has taken place. If other personnel outside the store perform computer transactions that update the store records we will never be able to hold the storemen responsible for accuracy in their store.
Almost without exception when I ask people that work in the store what the level of accuracy is of their inventory records, I get responses such as "not bad" or "OK". Very rarely can they give me an exact figure, as this important aspect of storekeeping is not measured or communicated to the staff.
This is the key measure in a store and should be known to everybody that works in the store, it should be visibly displayed and discussed, and its improved worked upon relentlessly until perfection is obtained.
This aspect is not normally the responsibility of the storemen, but with an effective system in place, it makes the storekeeping function less difficult.
Problems I find in the area are such things as ‘horrifically’ long alpha numeric item numbering systems that are liable to input errors. In addition, the description fields are not constructed properly to allow efficient and accurate searches to take place.
It is important that every item in store is marked with the companies item number. Without this positive identification, mistakes can easily be made when picking, counting, binning, etc. We must never rely on our storemen's memories or experience to recognise what they are looking for. One day they will not be there and then how will we find that item?
I always say that a test of a well run store, is to give me a pick list and I should be able to find, identify and pick an order just as fast as any of the persons working in the store. Would your store pass this test?
Many of the stores that I visit have attempted to set up cycle counting procedures, but many of them focus on just correcting the on-hand balances and not investigating the reasons why the stock records became inaccurate in the first place. Without this focus on the reasons for stock inaccuracy, the stock will never improve in its accuracy. Stock accuracy must be a by-product of the cycle counting process.
This subject is addressed during the specific stock record accuracy seminar for the stores personnel.
I believe it is important that the persons working in the store have a good idea of the value of the stock that is under their care. If they understand the value they are more likely to look after it with the respect it deserves
‘ABC’ analysis is probably one of the oldest inventory management techniques but in my view, is still one of the most useful. The stock in the store needs to be categorised into its ‘ABC’ categories by ‘Rand Usage’ value.
The main use for ‘ABC’ analysis in the stores is in the cycle counting procedures, where typically I would try and set up a program that counts ‘A’ items once a month, ‘B’ items, once every three months and ‘C’ items twice a year.
This ‘ABC’ analysis would also be used in other areas of the business such as forecasting, purchasing, materials planning, etc.
If the store doesn’t have an effective bin location system, customer service can suffer. It is important that stock can be located accurately and quickly and that we don’t rely on the storemen to remember where parts are stored.
A good stores layout goes hand-in-hand with good housekeeping and good location control. A store must be designed to suit the type of racking or storage systems used as well as the materials handling equipment required to pick and put items away.
It is important that the stores is designed to allow for the maximum space utilisation. In many cases I find stores have just happened rather than any design being put into them. A corner is fenced off in the factory and that is then called the store. No thought is put into how the store will operate efficiently and the material flow through the stores.
Under this heading I look to see if the storage equipment suites the type of goods being stored. In addition, is fast and slow moving stock stored in the correct areas to assist efficient picking? And, are items stored in such a way such as they will not be damaged or suffer deterioration. For stock with a shelf life, is it rotated FIFO?
It is important for security and for accuracy that the receiving and issuing areas of the store are separate. When they are next door to each other, or worse still, use the same space, mistakes can easily happen. Suppliers delivering can ‘accidentally’ load up items for shipping and vice versa, when our attention is distracted elsewhere.
If hazardous materials form part of the stock holding, it is important that these are stored in a separate hazardous material store, away from the main store. This store should be in a position such that it can be easily viewed in case problems do occur and can be spotted quickly and action taken timeously.
This is probably the number one problem that I find in the stores that I visit. Generally there is no security and employees are allowed to wander around the store unaccompanied and help themselves to what ever they require.
Your stock will never ever become accurate if a situation such as this is allowed to continue. Treat your store as a bank. When was the last time you gained access to the vault in your local bank? These high street bank vaults generally hold less monetary value that most raw material or finished goods stores in manufacturing.
I believe that an employee being found in the store, without the permission of the Storeman, is just as much a serious offence as smoking in a dynamite factory. A serious warning or instant dismissal should be the order of the day, this should also includes the boss!
As stores are not a productive area, they generally fall to the back of the queue when requesting decent and appropriate materials handling equipment. For the storemen to carry out their task efficiently and effectively they need the right equipment to unload, put away, pick and ship/issue the items under their control. Without the correct equipment this can effect both internal and external customer service.
This has been shown to be a major cause of inaccurate stores records. I have uncovered so many instances where suppliers have apparently deliberately under supplied because they know the customer doesn’t have the correct equipment to measure the incoming goods.
The rule here is don’t believe the supplier when he says there are 300 items in box or 200 metres on a roll, find ways to check the incoming material. If you can’t measure incoming inventory, it is likely that stock accuracy will be seriously compromised. The banks don’t believe you when you say there are so many coins in a bag or notes in a bundle and to over come manual counting, which is also inaccurate, they have developed special machines to perform the task accurately.
People make mistakes, and if they say they don’t, then they don’t do anything. There is nothing more frustrating than collecting your goods from the stores and finding there are mistakes when you get back to the work place. This should be a performance measure that is tracked in the store and actions put in place to improve this aspect of storekeeping.
A requisition can be likened to a cheque in the banking system, treat it as such. Have a good authorisation process in place. Just like the bank, the storemen should have a copy of the signatures of the authorised person that can draw different categories of stock from the store. Without this, the storemen can’t be held accountable for items that are issued to unauthorised persons.
This aspect falls inline with accuracy of stores issue. Without a check being made of picked items prior to issue out of the store, it is dead easy to illegally get product out of the store if the Storeman is in cahoots with the person requisitioning the material. This is an easy and favourite method of stealing from the stores.
It is important that source documents for all stores transactions are filed in the stores. These are invaluable when cycle counting programs are in place and we need to determine how and why stock has become inaccurate.
These source documents should cover receipts into the store, movement of stock within the store, and issue of materials from the store.
The prime measure for the store is normally stock accuracy and I believe the job description for a Storeman should only be one line: "To attain and maintain a 100% accurate, real time store".
Other measures should revolve around customer service, accuracy of issues, speed of issues, and accuracy of receipts.
In small stores, picking priorities are not normally an issue, but where a store or warehouse is large and many orders are picked daily by many storemen, a priority system needs to be put into place.
All orders, and picking assignments, are not necessary equal, there are urgent orders, priority customers and its not much good picking an order that has to go by ship, after the ship has sailed. This picking priority system needs to be designed to suit the company and policy from top management.
I have very rarely come across people being hurt whilst working in the store, but there is potential for this to happen, and all procedures need to take into account the safety aspects of working in a particular store. Some of the basic issue could include: should storemen wear hard hats and safety boots, and are there convex mirrors situated at the ends of aisles to enable forklift drivers to see hazards around the corner.
Finally, I have never seen a messy store that is accurate. Therefore, I believe house keeping is of paramount importance. It is almost possible to guestimate the stock accuracy in a store by judging how tidy it is. One can almost see the pride on the part of the storemen in a tidy store, and if they take a pride in everything being away in its place, they often take a pride in the accuracy of their transactions.
I hope that I have been able to give you a few practical suggestions on how to gain 100% real time records in your store or warehouse. Start by assessing the stores operation to determine the base line for any improvement project and as a comparison to a world class operation. Educate all your stores staff in the basics of stores and stock control as well as cycle counting principals. Set up a project to implement continuous improvement in your store. Finally, assess the stores again at the end of the project to identify further improvement required on you quest for world class status.
For me, the 19th SAPICS International Symposium at Sun City last year brought home the message that integrating the international global supply chains was going to be the challenge of the first decade into the new millennium. Although many papers from overseas speakers referred to this subject I was still left wondering what this new philosophy would mean for South African companies. Being an independent consultant in Manufacturing Planning and Control Systems (MRP II) I know how the vast majority of our companies in SA are really battling to implement relatively simple MRP systems within their own organisations, how are they going to manage being part of a team co-ordinating a complete supply chain working with their suppliers and customers? What about those thousands of companies that haven't even started implementing any form of manufacturing system, what hope do they have in the global village market place?
Over the last couple of decades companies have been trying to cut costs out of their processes by focusing on manufacturing and the purchasing functions and the move now seems to be that business's are demanding more customer service from their warehouses and distribution systems at a reduced cost. Is this supply chain management?
The first thing I though I had better do is research the subject a little deeper and with the help of APICS and the Internet came up with some definitions for supply chain management.
The APICS dictionary defines the Supply Chain in two ways:-
A leading software supplier describes supply chain management as the integrated management of materials from raw material suppliers to the delivery of finished product to the customer. This integration includes suppliers, subcontractors, in-house production processes, shipping, distribution, warehousing and closes the loop with the end customer.
A bearing distributor in the USA defines their integrated supply chain as a partnership between customer, distributor and manufacturer with the purpose of streamlining the transfer and exchange of products, services and information for an established range of commodities. Ultimately, the partnership will greatly enhance the customers` operations and provide growth and focus for both the distributor and the manufacturer.
In an interview with the Senior Vice President of Starbucks, a leading retailer and roaster of a leading brand of speciality coffee, APICS Performance Advantage quoted Ted Garcia to say:-
"We believe the whole concept of supply chain management can be found in the term 'value added'. The marketing and retailing organisations develop the value, we at supply chain operations deliver it. The daily objective for everyone working in supply chain operations is, 'What value have I delivered today to the shareholders and our customers.'
The sharing of objectives is set up so that we do not create a silo structure to our business. We do not maximise transportation at the expense of distribution. We do not make long runs just for the sake of improving the throughput in manufacturing. Everything is done based on achieving the best total delivered cost out of our facilities."
Another definition found on the Internet suggests that supply chain management is the use of information technology to endow automated intelligence to an ever growing network of delivery vehicles, distribution centres, factories and raw material suppliers. The aim is for each player in the supply chain to conduct business with the latest and best information from everybody else in the supply chain, guiding supply and demand into a more perfect balance. The purpose is to move product from the point-of-origin to that of consumption in the least amount of time and at the smallest cost.
Several management disciplines contribute to these supply chain optimisation efforts, including forecasting, distribution management, sales and operations planning and transportation planning. Supply Chain Optimisation software can help managers find opportunities in these areas, far beyond what even the most experienced manager can glean through intuition and knowledge.
The Warwick Manufacturing Group define the supply chain, or value chain, as a network of organisations that are involved, through upstream and downstream linkages, in the different processes and activities that produce value in the form of products and services in the hands of the ultimate customer. In addition, they suggest that with the growing international awareness of environmental issues, a supply chain can be considered in the context of the total material cycle.
The definition for supply chain management, I prefer, comes from another software company and defines that the goal of supply chain management should be to have everyone in the supply chain, from primary raw materials to the retail product, working efficiently together:-
In his series of articles in the APICS Performance Advantage, Greg Lins describes the traditional supply chain model as in Fig .2. The model describes the flow of materials and goods from the earth to the ultimate consumer, with the flow of information and funds in the opposite direction. He suggests that this model is an over simplification of reality and has several shortcomings. It doesn't explain why the supply chain should be managed and even less about how to do it. In his article he proposes a 3-P model in Fig. 3 which provides a three dimensional, comprehensive view of the supply chain.
By understanding the interdependencies of the 3-P model, he believes we can better develop strategic, tactical and operating plans that support the purpose of the business.
The purpose of the supply chain is defined by the value proposition, the customer satisfaction required and the financial returns expected.
A strategy is then developed that embraces the purpose and aligns the supply chain in such a way that the purpose is full filled. Markets are defined, products are positioned and key partnership needs are determined.
Partnerships with customers and suppliers are developed into an extended or virtual enterprise with the common goal of achieving the purpose.
Through seamless partnerships, tactics are developed that align the collective resources of the partnership to support the required purpose.
Infrastructure is then deployed that supports the business process, including information technology, facilities and equipment.
The partnership, through their collective operations delivers the value, customer satisfaction and reaps the returns in the purpose.
In order to become and remain agile, decision makers in the partnership must continually assess their strategies and rework the models steps in support of the purpose, partnerships and processes.
When reviewing these definitions and models some key requirements to be a player in this game seem to emerge:-
If these are the basic requirements to gain membership of this global supply chain club, how do we in South Africa qualify. Lets look at each of the above five aspects in turn.
I believe the further we move into the information era, what a company makes is of secondary importance compared to information about what is being manufactured. Customers are demanding real time, accurate information, the quality of the product being a given. If they can't get this information from you they will obtain it from your competitors. Without good information a company can't operate efficiently. Traditionally we have measured our suppliers on their quality, delivery and price. With quality a given today, the factors we will start measuring our suppliers by are information accuracy and availability, delivery and price.
The number of companies that I know who could be classed as having real-time accurate information systems could easily be counted on the fingers of one hand. Management of most companies fail to realise and impress on their employees that their information system is their business and is not something to bring-up-to-date when they have time. Ideally, it should mirror their physical operations to the second.
Probably the most basic of information in your system, on-hand inventory balance, is likely to have an accuracy of well below the required 100%. Most companies I visit can't even give me a figure, it is not measured, all they can say is that it is not right. In addition, a great deal of them have never heard of cycle counting, let alone tried to implement it.
Over the last few years I have educated 100's of storemen in dozens of companies only to find later when enquiring how things are going, that nothing has changed. I am told that management, who refuse to attend the courses, probably because they think they know it all, will not implement any of the change suggested as they don't understand the concepts and prefer the comfort zone of the status quo.
Inaccuracies in inventories probably contribute to about 80% of the problems that management have to deal with daily, why can't they see the importance of inventory accuracy and knuckle down and get it right. I guess they like to appear busy and overworked harbouring the illusion that the company can't do without them. Sadly, they ultimately won't have a company to work for after their competitors get it right!
In order to communicate electronically with future trading partners it is going to be essential that we have a fully implemented manufacturing planning and control system with which to provide accurate and timely information on production and shipping schedules as well as functions such as available to promise. These systems have been around now for decades and the correct implementation procedures have been know for years. Why do I still come across companies that don't know what MRP stands for and still continue to order their raw materials based on a reorder point. A good deal of our manufacturing companies seem to be living in a myopic state in the dark ages of the 60's and 70's.
With those that are prepared to be enlightened, I spend a good deal of my time spreading the gospel according to MRP II implementation but companies will not listen and try to reinvent the wheel and three years later have a system that they are battling to keep up to date and is giving them absolutely nothing in return. My cry to them is "Switch it off, and lets start again and do it properly this time!" Their reply is often, "No this one doesn't work lets try another". Why have they failed, and why will they fail with the new one? Most of the time because budget was not provided for the people aspect of the project in the form of generic and career path education. The money "invested" in the systems has been wasted. It would have been better for them to have spent that money on building houses for their employees.
Those that have achieved some sort of success with their MRP II systems consolidate what they have and don't continue to improve. Often data integrity and accuracy starts to decline, employees start to disbelieve what they see and sub systems develop to overcome the growing inaccuracies in the system until there is a total collapse. Often this is brought on by new employees entering the system with zero MRP II knowledge and with the concept of continuing education not being fully supported by top management, systems begin to fail.
To stop this gradual decline in systems, an internal and external auditing process should be adopted, not much different to that needed for ISO 9000. Many consultants have their own auditing processes for class rating MRP II users. Most of these, like the SAPICS PERFORM program, are modelled on the Oliver White ABCD ratings. It is all very well measuring yourself, but at some stage get an independent opinion, from outside, as to how well you are using your systems. When measuring yourself, you tend to cheat. I find the major value in these audits in locating the weaknesses in a company that can be improved, rather than finding out if you are "A", "B" or "C" class.
If you want to succeed with you MRP II / ERP type systems, don't rely on your software supplier, get outside manufacturing assistance in the form of a consultant and educate, educate and educate you people.
These JIT philosophies of eliminating waste and continuous improvement would appear to be common sense, why is it we prefer to waste and stay the same as we are? I have come across very few companies that are prepared to entertain these two simple philosophies. I suggest that unless we are willing to improve we will continue to loose our competitiveness, market share and our place in the global supply chains.
It was reported recently that in the last half of 1997, 1650 companies closed down, 12% up on the same period of the previous year. The majority of these closures where due to increased competition from imported products.
The crux of these philosophies is people; the education, training and empowerment of people. SA Managers seem reluctant to empower their people, they are concerned they will loose control - control of what? Control of uneducated, untrained negative people and a dying business! They are afraid of a change in their role from boss to coach. Also, at the other end there is also a fear from the factory workers, many of them don't want the responsibility and empowerment, preferring to put in their 8 hours and take home a pay cheque.
It has been proved may times in many countries in many companies that the people in our business's are the hidden asset and if we are prepared the harness that asset miracles will happen. Our employees are content to fight with each other, forming themselves into functional silos. The rules of the game being to stab your colleagues in the back on your way to the top. When they get to the top they realise that the enemy was not inside, but outside in the form of competitors.
As companies grow, the non-value added processes grow in all functions of the business as employees battle to show how indispensable they are by creating work, reports, graphs, etc. that are really unnecessary to the process. The secret here is to look at the business through the eyes of the customer, would he be prepared to pay for these non-value added processes if he was given the option? If not, get rid of them and become more competitive.
Waste is not only found in the factory, the offices abound with it. One of the largest sources of waste is in the financial department. Empires are build on inefficiencies with regard to proof of delivery, credit notes, inaccurate statements, incomplete invoices, etc. Who ever invented the "30 days" concept has been successful in generating one of the greatest wastes of time in the history of business. With modern banking technology why don't we pay for goods and services as we receive them? I believe with good customer/supplier partnering this is achievable and has been proved to work in some supply chains, creating a competitive advantage.
One of the prime non-value added processes in the factory is the machine or process set up time. Japan recognised this fact several decades ago and has been extremely successful in reducing set-up times in some cases from days to minutes. Most production managers I talk to can't seem to grasp the importance of this aspect of JIT. They complain to marketing about the smaller, more frequent orders from their customers and continue to produce large lots. This perpetuates inefficiencies in both the up and down line supply chains making them uncompetitive due to high inventory holding costs. Set-up reduction doesn't come in large chunks, but small little bits over the years using the production staff to find and implement the improvements. We are decades behind, how can we catch up?
Many of our manufacturing companies have reasonably complex distribution networks, but most have little understanding of how to plan and control them. The remote depots are generally handled as independent businesses, the Sales Manager being held responsible for stock control and replenishment. This usually results in warehouses bursting with product and customer service at an all time low.
For success in this area, the whole process of manufacturing and distribution has to start with a reasonable forecast. It is at this point most companies run into trouble. Forecasting is an extremely important function of any business and is usually treated far too lightly. I have never seen a companies budget that indicates what will be spend on forecasting, there is generally no budget for this process. Mostly, the salesman is expected to do a "thumb suck" at moth end as part of his duties and if we are lucky about 30 minutes is spent on this process.
Forecasting is also too important to leave to the salesman. Salesman don't have the time, knowledge or tools to do the job properly, they have to be out selling. What makes matters worse is that the forecasts generated by the salesman are never measured, so accuracy of the forecast is not known and therefore safety stock levels are impossible to calculate.
I believe that intrinsic forecasting must be done by the planning function, possibly the Master Scheduler, using one of the many excellent computerised tools that are available today. This quantitative forecast should then be presented to the Sales/Marketing team for their qualitative input prior to finalisation. Sales and marketing should spend the limited time they have available for this process on analysing the top 20% of the customers which should account for 80% of the sales volume. Once you have a reasonable, measured forecast at depot level, safety stock and replenishment policies can be written.
The next problem is planning the material flow through the supply chain. The fact that a product is sold from a remote depot does not mean that another needs to be manufactured back at the factory to replace it. There is distribution inventory acting as a buffer between the factory and the customer. To perform this task with any sort of efficiency, a company needs a computerised Distribution Requirements Planning (DRP) system. However, implementation of these types of systems are few and far between.
Today there are many computerised DRP / Supply Chain Planning tools on the market at very reasonable prices. However, the price is not important, how much can you save in inventory holding cost, on an ongoing basis, should be the question. Pay back period on systems of this type are often a few months rather than years. A further benefit of these systems, coupled with a reasonable forecast, is the competitive advantage of greatly improved customer service.
If distribution is a major part of your business, find out more concerning these tools, they can save you millions of Rands and greatly improve your bottom line. Because of the primary theme of this conference "Integrating the Supply Chain", there will be many other papers at this conference dealing with this subject in more depth, listen and action what they have to say and become more competitive.
In the courses I run, this question of partnering usually first comes up when we discuss the purchasing function and I get looks of horror from the students. South African buyers are taught the concept of adversorial buying, to cultivate as many sources of supply as possible and then play one of against the other to obtain the cheapest price, quality and delivery being of secondary importance. The object of this approach seems to be to put each other out of business, for a short term gain, rather than fostering a long term profitable relationship. How do we change habits of a lifetime, I see this aspect of supply chain management being slow to change.
At the customer end of our business, the game seems to be to accept the order at any cost - the factory will find some way of completing the job, usually late and with poor quality due to rushing the job. Customer order promising is a joke and we prefer to lie to our customers rather than tell them the truth. When dealing with suppliers I try and impress upon them that I am only interested in the bad news, and as soon as possible to give a reasonable chance to re-plan the schedules.
How to we get to this supply chain ideal? Mary Lou Fox in her article in the APICS Performance Advantage suggests that there are five stages to reaching this ideal.
In Stage 1 the focus is on quality, quality in the production process as well as in the supply chain. Getting the product to the customer in good order but not necessarily on-time. The primary business challenge for companies at this level is the cost of providing this quality. The driving goals of the business are to produce dependable, consistent, on-spec products at the lowest possible cost. In this stage each department focuses on their contribution to quality and product cost. On the information systems side, a great deal of time is spent on maintaining partially implemented legacy based transaction and execution MRP type systems, in conjunction with spreadsheet planning tools.
The focus in Stage 2 is on serving the customer. Product quality and cost is a given at this stage and the emphasis shifts to shipping orders complete and on-time to satisfy customer demand. Customer service becomes the driving goal almost at any cost. At this stage companies are still typically organised on a functional basis but some combining could take place such as Distribution and Transportation into Logistics or Manufacturing and Purchasing into Operations. On the system side a fully implemented integrated MRP II system is a necessity. At this stage the company may also be using more sophisticated forecasting and DRP systems to effectively position finished goods in anticipation of customer demand.
Efficiency is the focus in Stage 3. The driving goal being to be highly customer responsive with the ability to quickly deliver high quality goods and services at the lowest total delivered cost. This high responsiveness is achieved by investing in operational flexibility as well as integrating internal supply chains from the acquisition of raw materials to the delivery of the finished product to the customer. To achieve this, cross function processes and teams commonly replace the traditional functional silo approach. Consensus forecasts intelligently combined with customer orders drive all down stream operations planning with the objective of delivering at the lowest total cost. Integrated enterprises at this stage have usually implemented supply chain planning and Enterprise Resource Planning (ERP) systems which support due date quoting, available/capable-to-promise, and overall customer responsiveness.
The focus in Stage 4 changes to creating market value. The key here is to achieving preferred partner status with key customers. The driving goal is one of profitable growth by providing customer tailored products, services and value added information which differentiate them from competitors. Vendor managed inventories, collaborative planning, forecasting, production and shipping schedules as well as product design are examples of processes being used to move towards this goal of preferred partner status.
In Stage 4, companies must be very flexible in order to respond to the tailored products and services offered to the customer. Operations must be able to Make-to-Order for one customer, whilst finishing and/or assembling-to-order for others. Standard make-to-stock products could also still have a place in companies of this type. The information technology focus in this stage is making internal systems capable of interacting with those of customers, suppliers and partners. Internet and message-based communications are utilised to achieve this key planning system implemented at this stage is consumption-driven supply chain planning. These systems integrate actual consumption data at each point in the supply chain with optimised sourcing, constraint based dynamic supply planning and manufacturing scheduling and also enable supply chain customisation capabilities. Systems of this type enable everyone throughout the supply chain to operate from a single view of the total extended supply chain.
Market leadership is the focus in Stage 5. It is the point at which a consolidation of companies into supply chain communities takes place. Enterprises that have not mastered supply chain operations are excluded and therefore becoming a preferred supplier is a necessary ingredient to be included in the community. In order to compete and survive in this marketplace, companies form dynamic value networks that demonstrate flexibility, speed innovation and detailed knowledge of the market. Stage 5 companies invent entirely new business processes and methodologies centred on synchronous integration of the community through common goals, objectives and performance measurements. Real-time information broadcasts are used to link enterprises together into virtual companies. A web of Intranets and the Internet are the enabling technology in the stage. In this environment traditional transactions are replaced with network-centric commerce tools that join organisations and individuals together as networked virtual enterprises, providing the infrastructure for conducting commerce operations in real time. This is the future of business, this is the synchronised supply chain.
The success of your future is going to hinge on recognising in which stage you currently reside and define precisely what action is necessary to move to the next stage in order for you to build and maintain your competitive advantage far into the future. In my estimation, the majority of SA companies fall between Stage 1 and Stage 2.
Based on the above I think most of our manufacturing companies in South Africa are going to view this almost in the same light as Star Wars; out-of-this-world. In the 60's and 70's generic manufacturing systems development was ahead of emerging technology. Today, technology has overtaken us and the software suppliers are providing us with tools that are beyond most companies comprehension. However, those learning organisations that know nothing stands still today, will grasp this technology and forge their way out in front leaving most of us miles behind. The gap will grow at a phenomenal rate not only between those flexible companies and the rest of us, but between the first and the third world. Because manufacturing productivity and efficiency mainly relies on people I believe we are closer to the third world when it comes to our manufacturing plants in South Africa.
Most of us are out there are still trying to "earn-a-living" and getting left behind, what we should be doing is "learning-a-living". I like the philosophy of a company in the USA that expects all it employees to spend at least one day in five adding to their skills or improving their education and getting paid for it. We are so far behind with training and educating our employees, I doubt if 2 days a week will help in the short term!
Why don't our senior management understand the importance of people in their organisations, maybe because so many companies are headed up by Accountants with a myopic view of the short term figures, why don't they a expand their horizons and build businesses with a long term future?
Management seem to put too much emphasis on their poorly implemented software and hardware. What they need to realise is that:-
Computers are fast, accurate, but stupid. On the other hand....
People are slow, unreliable, but brilliant!
At this moment in time, it is not possible to educate computers to become brilliant, but we can educate and train our people to become faster and more accurate.
In answer to my original question, "Are we destined to be the weak link in global supply chains", I am not even sure if we are going to be invited to join the club, let alone being dropped as the weak link!
Reviewing my five requirements for successful integration into global supply chains:-
Why is it so difficult to realise that people are the key to our success; without them our factories are just a heap of worthless scrap metal? Why are there only 500 - 600 people at this conference, there are more than 10 times that number of manufacturing companies in Cape Town alone, we should have at least one delegate from each? Where are the senior management, where are the managing directors? I rest my case!
What is stopping a large proportion of SA Industry being effective, productive and competitive? We have been isolated for so long that the old ways of doing things are not going to work in the modern integrated world. I see recently on the television that one local clothing retailer is advertising the fact that their products are "Made in the World".
Due to isolation we have not progressed gradually but have become stuck in the old ways of doing things and now have to make a quantum leap. Over the last couple of years whilst visiting, working with and talking to many South African Companies, I have come across some bad practices that I believe are holding them back from becoming World Class. I call these undesirable practices the "Seven Sins of South African Manufacturing", and like the original Seven Sins, we dabble and we partake of them more than we should. I am sure many of you could count more than seven bad practices in our manufacturing businesses, but I believe that a change in the attitudes that pertain to these seven is crucial to any Company wishing to join the 'Global Village' and climb the ladder of success.
The vast majority of S.A. Companies know their technology and how to produce a good quality product, where they tend to fall down is in the understanding of how to effectively run their businesses in the most economical way possible. They have little understanding of how to integrate the processes within their business to minimise the investment in inventory, maximising manufacturing efficiency and ultimately maximising customer service, which is what it is all about.
Many Companies think they are unique in the way they operate, but Eli Goldratt, in his book "The Goal", says all manufacturing companies are the same, they buy raw material, stock them, add value to them in their manufacturing process, stock the finished product, then sell it and ultimately get paid for their product. The secret is to maximise the throughput from raw materials to the finished product.
The Global Manufacturing Futures Survey shows South Africa as 35th out of 41 nations with regard to World Competitiveness. Inventory turns on average in SA are 7.1 compared to Taiwan at 17.3. Sales in money terms per employee are four times higher in the USA than they are in SA. And, the picture gets bleaker the deeper one looks.
As I write, the news on the Television is of Durocell moving in and buying out Eveready. In another case, a well known manufacturer of appliances has recently been bought back from a SA conglomerate after selling out during the apartheid era, only to discover that the plant has done little to improve productivity during the dark ages. They are considering closing the factory down and importing the products from Europe. And this was a company that I thought was doing quite a number of things right.
South African labour has been labelled unproductive and the figures from the NPI confirm that our productivity has improved only marginally over the last 25 years, where as some of our major trading partners have improved their productivity 2.5 times in the same period. But the problem is not our labour, it is our Management, they are unable to plan and control their priorities and capacities effectively, leaving our production workers to spent a large percentage of their time searching for raw materials, capacity, tools, etc. Instead of getting on with the job, they have to deal with poor quality raw materials bought on price, bottlenecks and badly maintained machines.
So what are these seven sins that I refer to? As I see them, they are:-
So how can focusing on these seven sins help us to become world class? Lets examine them one at a time in no particular order of importance as I believe we need to concentrate on all of them equally. The need for Information
In today's world, what we manufacture is not important, what is important, apart from quality, is accurate and timely information concerning our products/services and delivery promises. Without this information our customers can't operate efficiently and without our suppliers providing such information to us, we can't operate efficiently either.
It is only over the last ten years that SA Industry has significantly moved into the information era, with many companies still delaying the decision to get their feet wet. Unfortunately, many of those that have taken the bold step forward, have done so in the wrong way. They have been "sold" systems through ignorance that don't suit their business's rather than going out and "buying" a system to suit their needs. The Vendors in many cases have had little or no experience in implementing Manufacturing Systems which is many times more complex than implementing the traditional financial systems. Consequently, billions of Rands have been "invested" in systems which have given little or no return and hence Management regard these systems as "expenses" or large black holes into which they continue to pour money.
But, a small percentage of companies have succeeded, why this is, we will examine that later.
So, a large percentage of SA Top Management regard computerised systems as not necessary, after all they have survived without them up to this point in time and they tend to regarded them as "toys-for-the-boys". Survived they may have done to this point in time, but I don't see that they will so in the future.
By the beginning of next century, if we are unable to communicate with our trading partners electronically by the use of EDI type systems, the chances are we will not have any decent partners with whom to trade. And, to enable us to trade information effectively, we will need to know that the information we are trading is very accurate and up-to-the-second real time.
I have come across some companies that have implemented their systems reasonably successfully, but fail to understand that this information is a major resource within the business and do nothing to protect it. Once a company is fully computerised, its whole life blood is in that electronic box. If it were totally lost, the company could find it difficult to survive. And yet, one company I consulted to for a while had their CPU in an unsecured area with access by virtually all employees. The back-up tapes were kept on top of the computer which on examination were found to be useless anyway as the back up procedures were not correct. One disgruntled employee with a hammer could have put that company into a major disaster in a matter of a few seconds.
MIS must be regarded as a major resource in a business together with Men, Money, Materials and Machines and jealously guarded as we do our other resources.
In the "old days", which are only 10 to 15 years ago, how did system implementations take place prior to the introduction of the computer into business? My recollection is that it was the Boss or Managers responsibility to design, develop, implement and maintain the systems in their department. Generally, these were paperwork systems, but even so, if one needed to know how the systems worked in your department or you wanted to make changes to the way in which the systems worked, you asked the boss, he knew how the department ticked.
Today, with the introduction of computerised systems, the Boss seems to have washed his hands of this responsibility and if you need to know how the systems operate, he is generally the last person to ask.
Commitment seems to have been reduced to approving the budget to be spent on computerised systems, giving lip service to the idea, not getting involved and working with the system and hoping that one can survive until retirement, retrenchment or being offered 'the package', when the problem will hopefully go away.
Some Management's of large Corporations are washing their hands of becoming involved by buying an absolute Rolls Royce of a system and saying, "We have done our bit, we have bought you the best, now its up to you to get it working". I see instant failure in the making. One large company in Cape Town decided to spend R20 million on their second MRP II implementation, in my estimation their budget should have been less than R5 million. For a budget of this size I could have given them a working implementation including all the training and education required, gold plated knobs on the CPU and a very nice retirement package for myself. If they still want to spent the remaining R15 million they should build houses for their employees.
In another case a large national group is implementing a good product at all their sites in South Africa. The various implementations are dragging their heels at a number of plants and Top Management seem to have now implemented threatening tactics to try and force the implementations ahead. When will we learn? This is a peoples project and threatening people is only going to make the matter worse. The good people will leave, those trying hard to succeed will be ultimately sacked for non performance and what are you left with? What you deserve!
How many times have you been away on a Strategic Planning Conference with your colleagues and returned with a magnificent document of all the good ideas that have been discussed along with a new direction for the Company. It's funny how this document always seems to end up in the bottom draw of the desk, only to emerge 12 months latter when it's Strategic Planning time again, when you discover that all those good ideas and plans generally didn't get implemented. Why is that?
I believe the main reason is that Top Management don't have the first idea of how to integrate these Strategic Plans into the daily Operational Plans of the business. In effect they don't have control of their business and the day-to-day running of the business is dictated by the customer and controlled by Middle Management whose agenda is certainly not to implement Top Management's Strategic Plans.
What Top Management need to do is to implement a Sales and Operations Planning System which is driven by the market place and their Strategic Plans. Because most MRP II software doesn't come with a module called 'Sales and Operations Planning', Top Management fail to understand or even have knowledge that this is the primary planning and control system of a Manufacturing Resource Planning implementation. Without this 'Game Plan', the Master Scheduler doesn't have a route map to follow and heaven knows where the business may end up.
The Sales and Operations Plan is Top Management's handle on their business and without it they can not hope to implement any of those Strategic Plans that have been developed. This plan looks at the business in broad product categories, in family units of measure, in monthly buckets, to an horizon based on the cumulative lead time to significantly change capacity levels. This time horizon is normally about 2 years in most businesses. At the monthly planning forum, attended by Marketing, Manufacturing, Finance, Materials, the Master Scheduler and chaired by the M.D., aggregate levels of Sales, Production and Inventory are planned out over the planning horizon.
These plans should be measured daily to check if the business is on track. Should there be any major variations these can be addressed immediately, and the plan brought back into line in the shortest possible time, rather than waiting for month end to yet again find out that we didn't quite make our objectives.
Sales and Operations Planning is the highest level planning forum and gives the lower level planning and control systems in the organisation the authority to Manufacture, Buy and Sell to levels indicated in the 'Game Plan'. If actuals are tracking the plan, Top Management know their overall plans are being carried out and can focus on more important strategic issues, like playing golf! With their customers, of course! The Role of the Master Scheduler
I have yet to really find, what I would call, a real Master Scheduler in any business in South Africa. Generally, they are some lowly paid back office, untrained clerk reporting to the Production Manager. In addition, I often see adverts in the newspaper for Master Schedulers and I know that the company has little understanding of the role of the Master Scheduler.
In his thesis "The Effectiveness of MRP II in South Africa" (1994), J.P. Rousouw concluded that the third critical success factor to a successful MRP II implementation, following Management Commitment and Training and Education, was an effective Master Schedule. I totally agree, a well constructed, balanced, attainable Master Schedule will greatly help a company achieve its objectives. A bad Master Schedule negates all the benefits that one might have achieved by implementing an MRP II system.
Therefore, a Master Scheduler must be somebody who knows your business, your raw materials, finished products, processes, customers and employees intimately if they are able to do their job properly and hence can't be bought off the street. And, being a very knowledgeable person, should command, in your Management Team, a great deal of respect, standing and salary.
The Master Scheduler has a major job on his hands balancing the three conflicting objects of Production and Inventory Management, maintaining a high level of customer service, a minimum level of inventory investment and an efficient production operation. Because of this he should not report to either Production, Marketing or Materials Management, but directly to the Managing Director.
For a complete understanding of the Master Schedule and the Master Scheduler one should read John Proud's book on "Master Scheduling". The Lack of Investment in Training and Education
With our isolation over the last 25 years, we have done precious little to improve our manufacturing plants and in particular our people working in them. The fact that this Country, as a whole, only has a little over 700 CPIM's and just over 20 CFPIM's suggests that this area has been sadly neglected.
I recently presented a Basic Storemanship Course at a very large manufacturing concern in Cape Town and one student came up to me during the course and said he had worked for the Company for 37 years and this was the first time he had gone on a course or been given any training!
At another large food manufacturing concern, who have been through one moderately successful MRP II implementation and are about to embark on another, not because they believe the first software is "no good" but because they have been instructed to do so by Corporate Head Office. They have a magnificent training and education schedule, but on examination, it can be seen that all the courses are for Marketing, Finance and general software (word processing/spreadsheets) requirements. Not a single cent is going to be spent on the people who make the money for the Company, let alone the training needs to help them with their new implementation!
I have come to the belief that most manufacturing companies regard their 'manufacturing-shed-out-the-back' as rather an embarrassment and they launch orders into it every now and again in the hope that something comes out that can be sold. Meanwhile, all the 'suits-in-the-offices' are reaping all the perks and benefits, and are the ones being educated and trained, but unfortunately not in
Manufacturing Planning and Control Systems. We know that training and education is the second most important success factor in any MRP II implementation, after management commitment. Why is it that so many Companies choose to ignore this fact and waste fortunes of money on failed implementations? I am working with a couple of such companies in Cape Town who find themselves in this position, and they are now going overboard to educate their people in an attempt to save their situation.
Five years ago, we were told that 50% of the implementation budget should be spent on people related issues. Today, we are told it should be 80%! What ever we choose to spend it is clear that these projects are people projects and not Data Processing projects.
Two case studies in recent copies of "Performance Advantage" bear out the truth in this matter. Thiokol say they realised actual savings of $6.3 million on an educational investment in APICS courses of $350,000. A return of 18:1! You only get that type of return on investment at the race track!
Kodak tells us that "massive education" was a key factor in their MRP II implementation successes, where by 1994 75% of all divisions world wide had achieved "A" Class status with more than 3,000 employees having taken part in APICS courses resulting in over 500 CPIM's and several CFPIM's.
From J.P. Rousouw's study done in S.A. in 1994, he concluded that having just one person in the organisation with a CPIM level of qualification raises the probability of success of an MRP II project from less than 20% to greater than 80%.
Two last comments on training and education. I believe we miss huge opportunities when sending employees on courses or their attendance at conferences. It should be made clear to any employee attending such events that on their return or completion of the course that one idea will be implemented in conjunction with their Supervisor or Manager, or they will never attend another similar event. By doing this we should start seeing some return on our education and training investment rather than regarding it as an expense and the budget being cut at the first opportunity.
Secondly, some of my students I have had the opportunity to talk to some time after their successful completion of a course, say they have had no opportunity or encouragement to implement ideas learned during the course, because their boss has not understood what they are talking about and told them to do as they are told and carry on with doing things in the old way. What a terrible waste of human enthusiasm! How to Implement, Audit and Measure Performance of Systems
We have a major manufacturing company in the Western Cape who are now on their third, or is it their fourth MRP II software implementation. The others "didn't work" says Top Management. They expect this implementation to work because the software vendors say it will. They haven't realised yet that a committed and involved Top Management makes a successful implementation. The Middle Management of this company, now totally disillusioned, ask the question "Do we really need MRP II to run our business effectively?" Well, the answer to that question is "No", not if they have some other manufacturing operating system that will plan and control their priorities and capacities. However, I don't see anything in evidence.
The above situation I blame on the software vendors, and having been one I can say that. When I was selling software 95% of the deals in which I became involved, I lost to the competition not because their software was better value for money or a better fit to the business, but because foolishly I told the truth. I told Top Management, much to my boss's dismay, that they wouldn't implement my system, or any system, during working hours. There would be a great deal of overtime, hard work and commitment from everyone in the organisation. In addition, I told them that they would not only have to spend money on hardware and my software but at least the same again, if not more, on generic and career path training, manufacturing consulting as well as system training.
Management still see integrated computerised systems as a necessary evil and a huge expense, rather than an investment. So they try to limit that expense and go with the salesman whose agenda is a short term sale rather than a long term successful implementation. Some of these companies I am still in contact with and some are considering new software, because what they chose they said didn't work or they are looking at a re-implementation which is going to cost them more than the original implementation should have cost them because their company is now full of sceptics.
I have now realised that trying to sell a company new software because their previous implementation has failed is not doing them a favour. What they really need is help to get their current systems implemented effectively. And, once fully implemented a decision should then be made as to whether the fit is good or not. A change in software is only made if absolutely necessary, which I suggest, would only occur in a very small percentage of cases.
I have now realised that I can make much more money helping to bale companies out that were not prepared to listen in the first place, than I ever could selling replacement systems to companies that don't really need them.
I have one example of a company in Cape Town that was a household name for many decades. They were sold a system, nothing was spent on training and education for their people, and after 18 months they were still battling to print out a reliable set of monthly accounts, let alone being anywhere near using the system to help them plan and control their production. When I came across them I was selling software and was trying to persuade them to change and let me help them implement correctly. Three months later they were history! The R300,000 they had spent on promises, lined the pockets of the software industry and speeded their demise.
Auditing current systems is very easy, but never seems to be done by Management to confirm that information is complete and accurate. When asked to do so, the first thing I do is to pull three reports: Sales Order Status, Shop Order Status and Purchase Order Status. By quickly running down the due date column and ascertaining the past due orders, it is very easy to calculate an accuracy of these three data bases. I am amazed at the number of companies that are totally unaware that MRP systems can't understand how to deliver something last week! During an audit of these database's there should be nothing more than one day late, because the same exercise should have been done the previous day. If the accuracy here in not in the upper 90% area, MRP output information will be a joke and not worth the paper on which it is printed. And, if accuracy is low due to past due dates, how can any of the dates that are not past due be believed?
On a daily basis those persons having responsibility for the three data bases mentioned above must run these audits as their first job in the morning and up-date the offending dates.
These are by no means the only data bases that need their accuracy's confirmed regularly, but low performance here indicates that a very slack attitude prevails throughout the system. Other major data bases that need to audited regularly and confirmed accurate are the Item Master, the Bill of Materials and Inventory accuracy's. The responsible people using the system must know that they will be audited by their Manager and should find ways to continually measure their performance with regard to their data bases. An attitude of, 'I dare you to find an error in my database' should prevail in all employees responsible for data.
One way of determining if data bases are accurate is to find out if users believe the information they obtain from the system, or do they religiously print the reports, because the procedure says they must, and then promptly dump them in the bin and walk to the stores to find out what they should really order. These sub systems are like cancers in your business,
if they are not checked the cancer grows, data becomes more and more inaccurate as responsible people get disheartened due to others not doing their jobs properly, until one has to kill off the patient and start a re-implementation with disillusioned "..it don't work" employees on your hands. How to Manage Using the Formal System
Traditionally, Management have had little information to work with and what information they had was too late to be of much operational use. Consequently, most Management flew their businesses by the seat of their pants and they have found it difficult to break loose from this practice.
With good Integrated Systems, up-to-date real time information should be available 24 hours a day. However, there are problems to using this data:-
1. Generally, there is too much information, on too many complicated reports ( MRP - More Reports Produced!) 2. The information is not in the format required. 3. There is generally little understanding or training on how to extract the exact information needed.
Generally, MRP II systems provide good operations data for running the day-to-day business, but it is in the area of strategic information where integrated systems tend to be weak. The information is stored somewhere in the computer data bases, but accessing it and manipulating it, generally needs the assistance of a computer expert.
Unfortunately, report writers for integrated systems are not the most user friendly pieces of software available and they generally require that the user has some knowledge of how the data bases are arranged, linked and in which files the data resides that is being sought.
I have spent many hours trying to teach Management how to use these tools and the benefits the retrieved information can bring to them, with limited success. However, the small percentage of those Managers that have realised the importance of information and have taken the trouble to master this type of software have become more effective because of it. They tend to make better decisions for both their department and the Company. Conclusion
In Conclusion, we must....
Are you master of your schedules? Or, do your customers run your business?
Quite a controversial question, which usually raises some hackles when addressed to various companies. The trend today is towards customers insisting on smaller deliveries more often, forcing the supplier to hold stock, particularly if the supplier and manufacturer have not progressed along the JIT route.
"Maybe, our customers should run our business, after all the Customer is King, etc.," demands the marketing manager. Maybe, if you are in a JIT environment this might be the case, but without exception, all companies that I have spoken to have not even considered employee involvement or set-up reduction programs, let alone started on, or considered, the implementation of any other JIT philosophies. So it is impossible for most manufacturers to supply to customers exact requirements essentially based on kanbans.
My reason for preparing this paper stems from a presentation made at the 16th SAPICS Conference in 1994 by Jean-Pierre Rossouw on successful MRP implementations. He had written his paper based on a thesis he wrote on The Effectiveness of Manufacturing Resource Planning in South Africa. In this thesis he summarised, in order of importance, the top three success factors in successful MRPII implementations to be:
For years, the first two items have been advocated as major reasons for success, but the third came as a little bit of a surprise.
Looking back through the last six SAPICS Conference Proceedings, I could only find one presentation concerning master scheduling which was an excellent workshop in 1990 by Abre Pienaar and Rob Sporen on How to Level Master Schedule.
If this subject is so critical to the success of MRPII implementations it has certainly been neglected at these forums and I decided to address that issue.
It is through the function of master scheduling that the management of a company gains detailed control of its business and then verifies this control through the daily measurement of the production plan and master schedule performance.
Why do I tell companies that their customers are running their lives? Because they allow demand data to feed through the MPS to the MRP system.
As an example, if you refer to Fig.1, you will see a demand pattern for a product, based on customer orders of 100 per period.
In many companies that I visit, the Master Scheduler has little or no training or authority and it is a low level position There is no manufacturing or master scheduling policy and this poor individual is left to his own devices, mainly because management don't know any better. He configures his system to lot-for-lot for all items as he believes this to be the best policy, not having been given an official policy from management. He sees his task as merging orders into the master schedules, not firming anything up, because he is not quite sure what that means, and when he asks his boss, he is told to read the software manual. After reading through these user unfriendly documents he gives up and runs MRP as he always has.
The material planner then religiously pulls his MRP planned orders report and sees planned orders for this product in quantities of 100 per period.
When I ask "Is this how you plan to run this product through the factory?" the answer is "No! because of our long set-up times I will place a shop order for 300 in the first period, because that is our minimum run length."
"Is there a manufacturing policy stating this fact?" I ask.
"No, its just something I have work out through experience."
I then ask, "So, you are going to release this order for 300 now?"
"Well, no", replies the materials planner, "I have a problem, I don't have enough material to make the full quantity and the purchasing department is expediting the shortages."
"But how can this happen". I comment. "You have a sophisticated material planning and control system, lets see what's happening in the buyers office."
Meanwhile, in the buyers office there is much muttering going on about this useless system that has been installed.
"I placed my orders for raw materials and components for this job in good time", states the buyer, "and as far as I can see none are past due, but production is screaming for more material and 1 can't see where I have gone wrong."
Well, the buyer has not gone wrong, he is in the clear. The Master Scheduler is the guilty party in this case. If he had been aware of the limitations in manufacturing and more importantly the policies with regard to minimum run lengths he would have firmed up two firm planned orders to be released in periods I and 4. See Fig. 2. This would then have satisfied the customer and manufacturing, and our poor buyer would have been singing the praises of the super system that they had implemented.
So in this instance not only are you letting your customer demand pattern drive your business, but people at lower levels are making policy decisions because of lack of guidance from top management.
Where does master production scheduling fit into the greater scheme of things, and why do we need it, can't we program a computer to do this job? After all in the example above it would be simple enough to use an MRP period order policy of three periods plus a modifier of a minimum of 300, this would generate the same plan.
Well, that in part is correct and in this instance the Master Scheduler should enter this planning data into the computer system to assist with his planning.
However, there are cases where we still need manual management control and we will look at these later.
If we examine the generic manufacturing and planning control chart, in Figure 3, we can see that master scheduling is at the top of the medium term planning section. Its main inputs, which we will look at in more detail later, are from the production plan, the sales forecast and customer orders. It interacts with rough cut capacity planning and its sole output is to materials requirements planning.
Notice, in Figure 3, that there are also two dotted feedback lines from the purchasing plan and the capacity requirements plan. If either of these plans are not "do able" the MPS needs revision and another MRP run undertaken.
If we look at the APICS Dictionary definition for master scheduling, it reads:
The major input to master scheduling is by far the production plan and the MPS policy, both supplied by top management. But, in most cases somebody forgot to tell them that this is part of their job description! The majority of Master Schedulers that I have come across do not have the luxury of either of these inputs, neither do their management teams have any inkling as to why they should do this. For further information on production planning I can refer you to my paper presented at the 1994 SAPICS Conference.
With the production plan and his policy the Master Scheduler has a set of rules and charts with which to navigate the perilous waters of manufacturing. Without these tools he is forced to make his own assumptions on matters of stocking levels, production capacities, run lengths and sales levels.
The Sales Forecasts "Sales levels are no problem", interrupts the MD, "He has the salesman's forecast.
Even if the forecasts were normally anywhere near correct, or even measured for forecast error and tracked continuously and new forecasting techniques tried to continuously improve the forecasts, which I generally see as "pie-in-sky", they still don't give the whole picture.
They were probably done in a rush at month end, with little thought, for existing products and customers only. They have generally not been massaged by the sales manager and they don't include any new product introductions and special promotions that are possibly in the mind of the marketing manager. These are points that are typically raised and considered at the production planning meetings.
Often the forecasts are not projected far enough into the future to cover the cumulative lead time for some imported raw materials or components.
With the fact that successful MRPII systems rely so heavily on reasonable sales forecasts, I find it strange that more is not done in organisations to perfect and improve their forecasting techniques. It is usually a question of, "Forecasts are always wrong, not much we can do about that!" Well there is! What about doing something radical like rewarding your salesman not only on his sales performance, but also on his sales forecast accuracy!
For the salesman, all too often, "Over Sales Budget" means a pat on the back from the sales manager and a major headache for the Master Scheduler. We are measuring the wrong parameters and hence people are behaving in the wrong way. Forecasting is a grave weakness in most South African manufacturing businesses and more resources generally need to be allocated to this aspect if we hope to be more successful.
The MPS / manufacturing policy is a major input for the Master Scheduler. This set of rules must include detail on, and consider at least the following.
These, and other company specific questions, are what the MPS Policy should be addressing.
Obviously, the current order book plays as major role as an input, "There can't be much wrong here can there, "announces the sales manager confidently. Hopefully, not. However, my experience has shown me that the maintenance of sales order due dates in systems often leaves a lot to be desired. Firstly, there must be no past due dates, but are the other dates, to the best of your knowledge, accurate and reasonable?
Another point to continually look for are those little bits of left over sales orders that will never be filled and shipped. First confirm with the customer that they can be forgotten, or added to another order, then get them out of your system, because depending on your MRP planning data you could be asked to manufacture a whole new batch just to satisfy a small left over, unwanted order.
Forecasts in most organisations are only done once a month. But, during the month important information pertaining to future sales will surely be received This should be immediately passed to the Master Scheduler so that action can be taken to reduce, may be increase or possibly stop production of certain products.
Generally, this information from the market place normally consists of "expedite this" or "bring forward that", very rarely does one hear "de-expedite this" or "put this out". The Master Scheduler must try and foster an understanding with marketing that if you want something brought forward, tell me what I can put out. If this doesn't happen he can very quickly get into the position that his master schedule is over stated in the short term and then everybody loses.
A good way for Master Schedulers to gain better market intelligence is for them to talk to and visit, on a regular basis, the primary customers of the company. Another radical thought! I see this happening very rarely in South Africa. The salesman jealously guard their relationship between the customer and themselves that it is often difficult for the Master Scheduler to get first hand knowledge of true requirements and trends. We know that in JIT environments that this multilevel communication between functions of the customer and supplier is very important. Why not start the trend with your Master Scheduler directly talking and visiting your customers material planners?
Scheduled receipts, or shop orders must be closed as soon as they are complete. Any outstanding balances or materials allocated and not issued for shop orders that have basically finished will cause miscalculations in the MPS and MRP. The logic will expect product that just is not going to arrive Close those orders timeously so as to cancel those schedule receipt amounts and raw material allocations.
An important area of input for the Master Scheduler is from manufacturing He has to know immediately when unplanned capacity problems strike so that initial thought can be put on how the situation might be resolved if the circumstances continue.
The Master Scheduler must also have up to date information on planned maintenance schedules so that capacity can be booked for these events. In addition, schedules of work centre requirements from technical with regard to research and development and new product trials needs to be booked against available capacity.
Initially, to create his master schedule, the Master Scheduler will probably use MRP to generate computer planned orders based on the inputted MRP planning data and merge these back into his master schedule as a starting point.
The basic technique Master Schedulers use is the firmed planned order. This uncouples the supply from the demand and stabilises the demand at the lower levels in the bills of materials. Without this stabilisation, small changes to customer orders or forecasts could set purchasing's' wheels spinning one way then the next, ordering, deferring, expediting and cancelling orders for lower level components and raw materials.
When MRP encounters a firm planned order it makes no attempt to change any information pertaining to that order but gives action messages should it feel that the order is incompatible with the data and planning information with which it has been given to work.
So, using this technique, the Master Scheduler can manipulate due dates and lot sizes. The reasons for this are numerous and include some of the following:
One problem the Master Scheduler has is to disaggregate production planning information for future new products and new business. This is handled using planning bills of materials.
Most of the demand information concerning a product category, in the production plan, will be covered by existing sales orders and sales forecasts. But, some additional future sales may have been added for new business for existing products or completely new products.
New customers for existing products is probably the easier of the two to handle. Lets say we have six products in our product category as in Figure 4. We guestimate, using marketing intelligence, what percentage of each product will be taken up with this new business, these percentages should add up to one. The Master Scheduler would then place a firm planned order for the amount of new business indicated in the production plan for this planning item during the correct period. MRP would then plan to have sufficient materials in stock to be able to manufacture this expected extra demand in these quantities.
These planning bills of materials percentages would most likely need to be updated each month as new market intelligence is received.
The second condition, new products, is a little more difficult to handle It will require an estimated planning bill of materials for each product detailing at least the major components and strategic items required. A firm planned order would then be placed in each period for the quantity of these planning items predicted.
Once a master schedule has been designed it needs to be confirmed as "do able". This is achieved by running the master schedule through the rough cut capacity planning module.
The master schedule does not use the item routing files to determine the resources required. This is handled by the product load profiles which define the basic work centres that each master scheduled item would require and how much of that resource would be required. Often, this is the bottleneck work centre.
In some situations, not all products will be master scheduled. In this case, the work centre information must be updated with the percentage of this work centres capacity that is required for master scheduled items. This information may need to be updated on a month by month basis.
From the above information, the master schedule is matched against available capacity for master scheduled items. Any inconsistencies need to be referred back to the master schedule and re-planned to ultimately make sure that the Master Schedulers plans are "do able".
This function of rough cut capacity planning also gives the organisation a more detailed look at long term capacity planning issues compared to the resource requirements plan that is used in production planning. The capacity requirements plan, testing the material requirements plan, is often so detailed that it is not projected too far into the future to look at long term capacity issues.
The major output of the MPS is a set of planning numbers expressed in firm planned orders that drives material requirements planning. The MPS is your anticipated build schedule, MRP will use these number to determine what you have and calculate what and when you need to manufacture and purchase raw materials, components, sub assemblies and finished product.
The second output from the master schedule is the powerful available-to-promise function. Available-to-promise is the uncommitted portion of a companies on-hand inventory or its planned production. This is a major tool for sales to use when order promising. However, I find that sales people do not understand how this function calculates the quantities available and either ignores it or use it incorrectly.
I had one case where a salesman had a new customer for a large quantity of standard product which he had not forecasted. He looked at available-to-promise and to his surprise found a large quantity of the product available and immediately sold it to his new customer. A day or two later another salesman needed the product he had forecasted, for an existing customer, and expecting to find it available, found nothing and immediately jumped on the Master Scheduler for not planning to have his product available. The first salesman had not realised that the only reason the material was available in the first place was because somebody had forecasted it as a potential sale and what he should have done was to enquire, who had forecasted it, did they still want it and could he have some for his customer?
The Master Scheduler is probably one of the most important people in your organisation. They should be a senior person on the staff reporting to the managing director or to the materials or operations manager if your organisational structure includes such a person. In the USA, Master Schedulers are often vice presidents of the company.
The Master Scheduler has to balance the three conflicting objectives of production and inventory management:
If the Master Scheduler where to report to any of the above three departments it could bias his schedules in favour of that departments objectives. That will certainly not benefit the overall company objectives.
Generally, I find that South African manufacturing doesn't understand the importance of the master scheduling function and often attach it to production and use fairly low level, untrained people to "go through the motions"
The Master Scheduler is the communications centre of your business, he should know everything that is happening in your company. As such, he should be very experienced and knowledgeable regarding your processes and products, as well as having credibility with the rest of your employees. This indicates straight away that this person cannot be appointed from outside the organisation, he ideally has to be somebody within.
He must be a very positive person with a "lets-see-what-we-can-do" attitude. He must understand the opportunities that sales may bring to the business and understand how to manage them. He must have the ability to create "What-if' schedules to see the effects of accepting or losing certain business. He must have skills in being able to resolve conflicts that might arise because of capacity or material shortages, or due to the opposing objectives of the different departments.
All together, a very exciting and challenging job for anybody to tackle.
As with all aspects of a business, performance must be measured, and master scheduling is no exception.
Firstly, you must compare the master schedule to the production plan. If the individual items in the master schedule are aggregated they should compare to the figures in the production plan to within the tolerances given in the MPS policy. If this measure is outside the limits given, the master schedule must be adjusted or the production planning team persuaded to change their levels of production.
The second measure is comparing what was manufactured during a period with what was master scheduled for the same period. This gives a measure of productions ability to produce based on the standard parameters entered into the routing and work centre files. Reasons for inability's to perform, such as capacity and material shortages, should be logged and this information used to update BOMs, routings, work centre files and planning data to reflect reality.
One major problem I see with master schedules is that they are often overstated in the first period. There is a "bow wave" of requirements that are basically past due. This will continue and generally get worse if you don't take drastic action to lay on extra capacity to handle this overload or schedule out the due dates for these orders after confirming with the customers. A master schedule must be confirmed as "do-able" before it can be used as input to materials requirements planning.
Demand Management, Master Scheduling and Customer Service are one of the twelve areas of the business that the SAPICS PERFORM program audits. You will never become an "A" Class MRPII assessed company if your performance in these areas are weak.
1. Ensure that your company understands the function of master scheduling. Educate the organisation. 2. Make sure you appoint the correct person to carry out this demanding task. Train this person to perform. 3. Set up your production planning team to provide MPS input. 4. Write policies and procedures for your Master Scheduler. 5. Give the Master Scheduler the authority, responsibility and status in the company to enable him to be able to do his job successfully.
Then ask yourself the questions:As top management, do you have control of your business?Do your customers still run your business?
This paper begins by discussing the function of Production Planning, how it fits in to modern MRP II systems, how and when it should be implemented and what the benefits should be from a well developed Production Plan.
The main section of the paper revolves around a Production Planning system that was developed in practice by the author as Project Leader, and later Operations Manager, over a period of about five years during a successful MRP II implementation.
The system makes use of Lotus 1-2-3 spreadsheets to develop, maintain and track the Plan. In addition a similar spreadsheet is used to test the plan with a Resource Requirements Plan.
Copies of the worksheet files with complete instructions for their use, are available free of charge from the author.
What most laymen mean by Production Planning, particularly here in South Africa, is what product they intend to make this Thursday Morning on work centre ten. This portion of the planning cycle should really be referred to as "Shop Floor Scheduling". This is the reason I prefer to call this section of the MRP II planning cycle "Sales and Operations Planning" or simply "Operations Planning" to save confusion. In some texts it is also referred to as "Aggregate Planning".
The APICS Dictionary defines Production Planning as....
Production planning is probably the least understood aspect of Manufacturing Planning and Control Systems, but the benefits gained from a well designed and executed Production Planning system are enormous.
One of Management's objects should be to develop an Integrated "game plan" for the Company of which the manufacturing portion is the Production Plan. This plan will link the Companies Strategic goals to production at the same time matching it to the sales objectives, the availability of capacity and financial budgets.
If the Production Plan is not integrated in this way, Production Managers can not be held responsible for meeting the Plan and informal systems will develop to overcome inconsistencies.
The Production Plan provides the primary communication link between Top Management and Manufacturing and becomes the basis for focusing the manufacturing resources in a way that will achieve the objectives of the Company. It is not a forecast of demand but a production plan stated in aggregate terms. How the agreed Production Plan is carried out to accomplish the objectives of the Company is the responsibility of Production Management.
The Production Plan also provides the framework for the Master Production Schedule. The Master Production Scheduler dis-aggregating the Plan to ultimately provide the Shop Floor Schedule through the Master Schedule. The MPS must be continually monitored to see that it is conforming to and meeting the Plan. Should this not be happening within agreed tolerance figures, the Production Planning team should be consulted so that corrective action can be instituted. Thereby, the Plan becomes Top Management's handle on the Business and is alerted to exceptions only.
Production Planning should precede and drive other Manufacturing and Planning Systems. The terms and units of measure describing the Plan are different to those that describe the lower level plans such as the MPS. The Production Plan is stated in aggregate units of output per month tie: units, thousands, tonnes, labour hours, Rands, etc.), whereas the MPS is stated in end items per day or week.
The Production Plan is not therefore stated in end item units but is aggregated into Product Families or Categories. These should be limited to between 5 and 15 to enable Top Management to handle the plan sensibly.
Inputs to the plan are primarily demand management. This encompasses order entry, order promising, forecasting, inter plant transfers, exports, service parts, etc. One must take into account the number of selling days during the month the trends, the tradition cyclic nature or seasonal demands the business before arriving at a demand figure for each month. In addition the aggregate on-hand balances for each product category must be known at month end together with the actual sales and production for the past month. Once these and the true demand, with regard to shipments, per month is known and agreed upon with Marketing the plan can be constructed.
Your Production Plan should project out into the future at least as far as the lead time to significantly change your capacities. This could range from a couple of months for a fairly unskilled labour intensive business to a couple of years for a heavily capital intensive organisation. If constructed properly your Production Plan will then alert you to significant changes in capacity with the lead time to do something about it.
You will also need to decide on a inventory policy for each of your Product Categories before proceeding with the plan. Do you wish to reduce stocks to manageable levels. Build ahead for seasonal demands, planned machine maintenance programs, special offers, filling the pipe line with new products or just increasing customer service. Or more often than not, trying to reduce stocks to levels that will impress the Board by year end.
Available capacities will need to be known per month. Information such as planned maintenance programs, utilisations, efficiencies, number of production days per month will need to be ascertained so that a level production plan can be created to avoid large swings in labour requirements as well as overtime and short time.
With the above information the Production Plan can be created for each Product Family taking the demand per month as fixed and levelling the production to achieve the inventory objectives.
The total of all the Product Family plans must be ascertained to see if total Sales, Inventory and Production objectives are going to be achieved.
Normally, this process in implemented during an implementation of an MRP II project. However, if you are currently not using Production Planning and are not just about to embark on an MRP II implementation project, their is no need to wait, you can start today.
As mentioned earlier the Production Planning process must precede all other Manufacturing and Planning and Control systems. You do not need an integrated Manufacturing Computer System to perform the function of Production Planning, in fact most systems that are available do not include this function in their software. The main reason for this is probably that all Companies Production Planning System requirements are so different it would be difficult to develop software to cater for all needs.
However, if you have implemented an integrated MRP planning and control system and are not Production Planning, you will not be able to rate yourself as an "A" or "B" Class MRP II user unless you do so.
The first thing to do is to set up a Production Planning Committee. This must consist of top executives from the Company with responsibilities in Marketing, Manufacturing, Materials, Operations/Logistics, Master Scheduling and be chaired by the Managing Director. This team should meet on a monthly basis with a fixed agenda.
A typical Agenda could be in the form:-
This meeting should, in essence, only be a "rubber stamping exercise." The proposed plan should have been circulated prior to the meeting and any objections or inconsistencies sorted out before the meeting. Consequently the meeting itself should not take longer than an hour or so.
One member of the committee will need to have the responsibility for the updating, maintenance, performance tracking and circulation of the plan. The persons responsible for Marketing, Materials and Manufacturing all have conflicting interests in the Plan and might therefore bias the plan to their advantage, therefore one of the other members of the team might be a better choice. However, at the end of the day, the plan has to be agreed by all parties so maybe this is not such a major problem.
Once a plan is in force, it is essential to track the performance on a daily basis, publishing results to the Production Planning team once or twice a week. If the performance against plan appears to be falling outside acceptable tolerances it may be necessary to call a special meeting of the committee to look at corrective action.
The best time to hold the Production Planning meeting is as soon as possible after month end. Time will be needed to collect the data required to update the plan and the plan to be circulated and discussed outside the meeting. I have found that to hold the meeting plus/minus 5 working days after month end usually gives sufficient time. What data is required to construct the Production Plan?
Before collecting the data for the plan, the first decision to be made is how you are going to aggregate your products. In to what categories are you going to group your products and what is going to be the common unit of measure.
Depending on the type of business you are in, this may be more difficult than it sounds. Unfortunately, the scope of the paper doesn't allow time to go into depth on this subject. My best advise is, if you are having problems in this area, consult a Consultant in the field of manufacturing systems and get an outside opinion.
Once you have your Product Categories and unit of measure, the task is usually quite simple. Aggregate monthly sales, production and month end inventory information per product category needs to be collected per month. If integrated computer systems are available it can be a relatively simple task, if manual systems are all that are available this task could take a little longer.
The most difficult and by far the most important information to obtain for the plan is the expected demand over the coming months. This will take the form of sales forecasts, the current order book, expected sales from development projects, promotions, etc, etc.
Information for the coming months on capacity availability, days to be worked, hours available, planned maintenance, resources required for research and development will need to be collated.
The attached charts show an Production Plan for three product Categories "A" to "C" with a "Total" of the three. The plan assumes you have just completed the month of June 1993 and are creating a plan for July 1993 and future months.
The Budget can be included in the plan as a reference only. The Plan is driven by the expected Demand which will be based on the Sales Forecasts. The enclosed Plan also includes a opportunity to included a development forecast which will generally not be included in the normal Sales Forecast.
The demand line is where the whole plan starts and must be the authorised by the Sales/Marketing Manager before work on the rest of the plan can commence.
A Manufacturing Policy should have been developed during the implementation of the Operation Planning system. This policy should stipulate such things as the strategy with regard to level production rates, a demand chase strategy or a combination of both. Details such as the rate a which production levels can be increased or decreased over time need to be stipulated.
In addition, the policy with regard to inventory stocking levels must be known. Do you wish to increase capacity, build ahead for seasonal demands, maintain or reduce current levels.
With all this information, the planned production levels can be added to the Plan to produce the required inventory levels.
The previous months actual figures are filled in and the plan shows the monthly variance for Sales, Inventory and Production against plan. A cumulative variance is also shown calculated from the beginning of the year.
The "Total" is simply the sum of all your Product Categories. The number of periods you show in the past is entirely up to you, but the plans out in to the future should extend out the cumulative lead time you need to make significant changes to your capacity. The plan will then indicate to you today, if you need to start planning capacity changes allowing sufficient time to carry out the organisation necessary.
Having agreed on a game plan, it is critical that Management measure Sales , Inventory and Production rates during the month the ensure the plan remains on track. Tolerances should be established and if the actual figure deviated outside this tolerance, a meeting of the committee may have to be called to initiated any corrective action necessary.
The attached charts show a method for tracking the plan. The charts deal individually with Sales, Inventory and Production.
The top section shows the three product categories "A" to "C" and works in the same way as filling a pot. For example the Sales 'pot' for Product Category "A" in 105 units, currently period-to-date, about 60 have been sold and sales of about another 45 are expected before month end. If sales greater than the 'pot' are made during the month the 'pot' will over fill by that amount.
The lower graph in each case, shows the projected plan out to month end, with the actual figure making its way up the projected target. The graph shows whether you are currently above or below the projected target as well as the current variation. The current actual and planned figures are also show on the graph.
The Inventory tracking chart and graph are slightly different, in that during the month the levels in the 'pots' generally hover above or below the zero or 'full' line. The lower graph , in this case shows the track to the planned level of stocks at month end.
This chart shows a similar plan but extended to include addition features.
The major change between this plan and the previous ones is that the planning horizon is extended out two years and still allows it to fit on a single sheet of paper. The plan assumes that December 1993 month has just been completed and you are now planning from Jan 1994 out to a two year horizon.
The first half of the year is planned monthly, the second half of the year is planned in quarters and the second year is planned as a single figure. As the plan progresses into the year the quarters are dis-aggregated into months and the year dis-aggregated into quarters. This plan only shows three months history to allow for the greater planning horizon.
The other feature of this plan is that the Forecasts and Sales are now broken down into a local and export component. In all other ways the plan works in a similar way to the previous plans. Tracking the plan would be handled in the same way as discussed previously.
In the majority of cases the plan is driven by the demand. In the occasional case the plan must be Production driven as opposed to Market driven. This occurs in the case of by- products were the only raw material available is in the form of an arrisal.
In this case the plan is turned up-side-down and these arrisals are forecasted and measured against actual arrisals. An additional line is required in this type of plan indicating the month end inventory levels of raw materials. These arrisals form the raw material for the finished product and production is planned based on their availability and capacity resources.
At the bottom of the plan 'offers' can be made to the market place and variance against actual sales is measured.
As with all components of MRP II Planning Systems, it is essential that you measure plans against capacity. The Master Schedule is tested against the Rough Cut Capacity Planning System and Material Requirements Planning is tested against Capacity Requirements Planning. The Production Plan is therefore tested against the Companies critical resources with the Resource Requirements Plan.
The chart shows a Company with eight Production Planning Categories, and six critical resources in the form of work centres. Each product category can be either manufactured on a single work centre or on a range of various work centres.
Based on historical information, the percentage and capacity required in hours, including set up, per work centre for each product category must be established. These figures are stored in a portion to the right of the spreadsheet.
The proposed Production Plan is inserted for each product category and the spreadsheet calculates the number of hours required from each work centre. The total for each work centre is calculated and the opportunity to apply a utilisation percentage is included.
The number of hours available for the month for each work centre is inserted and the spreadsheet calculates the variance per work centre with a total for the factory.
By analysing these figures it is possible to establish if the product mix is viable with the resources available. If not, then re-planning must be done on the Production Plan until available capacity matches the demand.
The findings from an NPI Productivity Audit in August 1988 suggested that Plastamid could, amongst other things, benefit from an MRP II implementation. Four years later, during August 1992, Plastamid was audited by an independent consultant and awarded "B" Class MRP II User Status. Currently, using internal auditing methods, we believe we have achieved "A" Class MRP II User Status.
My paper covers those four years, looking at how we went about implementing our Formal Manufacturing System, some suggestions, observations and some do's and don'ts.
Just to set the scene, a few words about Plastamid, how we started and developed and what we do. Plastamid started in February 1974 as a Nylon waste fibre sorting and repacking operation, mainly for export. In 1975 we bought our first extruder and started adding more value to the fibre by reprocessing it into a general purpose injection moulding compound. Since then the Company has grown considerably in size as well as in technological skills.
Today, we not only compound a wide range of Engineering Polymers, but are agents for some of the world leaders in the field such as Dow, Du Pont and Monsanto. The Manufacturing Operation is basically a Process Industry with our extruders normally running 24 hours a day, seven days a week. Currently - due the economic climate - we have reduced this to a five day operation.
The Head Office and Factory are in Cape Town. The Company employs a total of 150 persons and has Sales and Distribution points in Johannesburg, Durban and Port Elizabeth. Our Factory houses six production lines. Some of these lines are used for making Feedstocks and Masterbatches (sub-assemblies in our process) for our own consumption. The others compound the Finished Products.
Due to the limited size of the South African market, we need to perform at least 100 type changes per month taking anything up to four hours per type change. In the early years, we were riding on the crest of a technological wave, our products easily competing with the opposition which were all imported. As double digit inflation eroded our margins, it started to become more and more difficult to compete.
It was at the time of the NPI Productivity Survey in 1988 that we realised we needed to seriously look at the way we were running our business with regard to efficiency and systems. We could no longer rely on technology to pull us right. At this point in time, the business was run very informally with simple Cardex and paperwork systems. These were totally inadequate to handle the volume of business we were generating at the time and would not cope with future increases. Apart from a Bureau Computer system the Financial department were using for the Financial Accounts, we had one IBM PC. This is now in our museum along with the abacus, log tables and slide rule!
When we asked various people the question, "MRP II - What is it and how do we go about it?", we were advised to find ourselves a Consultant that specialised in the field. This we did and his first recommendation was to give Top and Middle Management a two day presentation on the subject. He felt that after attending the presentation we would be in a better position to decide if MRP II was the route we wanted to take.
So, in February 1989 we were all summoned to attend the classic two day MRP II Generic Overview Course one Friday and Saturday. During the course we learned how we could solve a great number of our current problems, become more efficient and ultimately more profitable. At the end of the course we were so hyped up with enthusiasm for an Integrated Manufacturing System that we overwhelmingly voted our support to implement MRP II.
This was the start of a new beginning for Plastamid, we were to start moving from the Technological Era to the Integrated Information Era. Some people advocate that a Company should have a Consultant for no longer than a year and then find a new one, this continues to provide fresh thinking. We on the other hand, have had our Consultant for more than five years now, and it still seems to work very well, he knows everybody very well and is almost regarded as one of the team.
Don't make the mistake of passing the responsibility of making things happen onto the Consultant, his role is one of Adviser, Facilitator, Educator and Referee.
Over the next few months, things moved very slowly with regard to MRP II. Justifications had to be done and Board approval gained to spend the money on the project. This time lag was a pity as a lot of that initial enthusiasm was lost during this period.
The cost of a project such as this can very easily be justified if one considers the savings and benefits recorded by successful implementations. The main quantifiable benefits can on average yield the following :
There are other non quantifiable benefits that can have a dramatic effect on your business but are difficult to measure and are probably more important:
The savings made from the above, can generally repay the cost of the project over a relatively short period. Our Board approval was gained in June 1989 and the first item on the Agenda was to appoint a Project Leader.
Many people have tried to implement MRP II using a part time Project Leader, but most have met with limited success. The project really requires a dedicated champion, who lives, eats and sleeps MRP II until the job is done. Unfortunately, this person is generally going to be the person you can least afford to part with for the duration of the project. The position must be filled from inside the Company, as the candidate will need to have intimate knowledge of the business, how it operates, its current systems and most importantly its employees.
Once the project is complete, this person would be ideally suited to take responsibility for areas such as Operations/Logistics/Materials Management or Master Scheduler. At the time of my appointment as Project Leader in June 1989, 1 had been Sales Manager in Cape Town for a couple of years. With my background in Production Engineering and being fairly computer literate, they felt I was the best choice. I jumped at the opportunity to broaden my experiences and have never regretted the decision to accept the challenge.
In the beginning, I was still looking after Cape Town Sales until my replacement could start, and consequently very little happened, proving that the part time project leader is ineffective. By October 1989, my Sales position was permanently filled and I could dedicate my full time to the project.
One of my first tasks as project leader was to attend the SAPICS Conference in June 1989 and the others that followed. This was an overwhelming experience for me and 1 came away wondering if I had done the right thing accepting the challenge of implementing MRP II. I learned that a successful MRP II implementation is not an end but the first step on the long journey to World Class Manufacturing Status. It appeared I could have a job for life.
One of the first jobs was to set up a Project Steering Committee. In our case, this basically consisted of the Management Team, the Consultant and myself. The function of this Committee was to set the Project Plan, monitor progress, take corrective action when required and to ensure the resources were available when required.
The Steering Committee also appointed various Task Forces whose job was to carry out the work required to Implement MRP II and report back on progress on a regular basis. The Project Leader was a member of all these Task Forces.
The basic Task Forces we set up were as follows :
Materials - To establish all Material Procedures, establish Cycle Counting and implement stock room control procedures.
Technical- To establish the Item Master and Bills of Materials, and develop procedures to maintain them in the form of a Technical Change Committee.
Manufacturing- To gather and maintain data that would ultimately be required to prepare the Routings.
Data Processing- To investigate both Hardware and Software requirements and make recommendation.
We initially set up an MRP II project plan over an eighteen month period, to be complete by January 1991. In the final analysis we completed the project close to eighteen months late. I have seen some implementations that have taken as little as six months, but the norm seems to be 18 months plus. I believe the reason we took so long was that the Management of the Company believed they were committed but when it came down to the work required they really didn't get fully involved.
To succeed quickly, everybody in the organisation must ask themselves daily, "What can I do to assist the MRP II Project along, today", and not wait until the eleventh hour and be forced into getting the work done. You will not be able to implement MRP II during working hours, there is a lot of homework to be done.
Education can be regarded as the number one critical success factor for a project of this type. It is said that you should spend as much on Educating your employees in MRP II as you spend on Software and Hardware for the project. We probably didn't spend quite that much, but it was a very large percentage of the budget and of course is on-going as people are promoted and new employees join the Organisation.
Virtually all our Management down to Supervisor level have attended at least a two day course, with many attending four or five day courses, on MRP II. Some of these have been public courses held around the Country and other in-house run by the Consultant. In-house courses are probably better for the majority of your employees as they can be tailored to suit your requirements and circumstances. However, it is a good idea for some of your people to attend a public course with other Consultants to gain a different perspective.
In addition to the generic MRP II courses, we held a number of shorter in-house courses on specific aspects, going into more depth for the people working in those areas. These included subjects such as Operations Planning, Master Scheduling, Material Planning, Bills of Materials, Purchasing, Inventory, etc. These courses generally took the form of workshops during which we would learn about the subject and apply what we had learnt to our situation.
Over the last four years we have also made great use of the SAPICS career path through their courses in Production and Inventory Management. To date we have three people with their CPIM's as well as a number of people who have completed or are working their way through the Storemanship, Principals and Practitioners Courses. We are planning to run the Basic Courses in-house for our Shift and Factory Floor staff during this year.
You will probably encounter two problems areas when it comes to Education and they are the most critical to the success of the project. Top Management will general think "... they know it all ..." and therefore don't need it and Shop Floor staff simply say "... they don't have the time." Both these areas generally need more Education that the rest. For the success of the project nothing should take a higher priority. I found this very frustrating at times, trying to implement a Manufacturing System with the people least interested being the Manufacturing Division.
To assist in your generic MRP Il Education there are Video Courses available. We had very little success using these and tended to rely on the Consultant to give us the Education we required. In order to be able to run Materials Requirements Planning (MRP), a major milestone in the project, you will need accurate Inventory Records (95%), accurate Bills of Materials (98%) and a valid Master Production Schedule. These are the aspects of the project that should be concentrated on first.
After Education, the second critical success factor in the project is probably getting ones inventory records accurate and keeping them there. 95% accuracy is regarded as the minimum required for successful MRP runs. It sounds easy, in theory it should be easy, in practice it is an uphill battle. At the time of writing we were sitting on 96% Inventory Accuracy and it has taken us four years to get there. It is no easy task.
From day one of the project a program of cycle counting rather than monthly stocktakes must be started. This is essential if you want to stop those procedural errors in your systems that are corrupting your inventory records. You will also need to implement good stockroom procedures, lock up your stores and give the Storeman the responsibility for the stock. Materials and Stores personnel should be amongst the first in line for Education and Training.
The Item Master is the primary file in your system. Virtually all modules will refer to it or update it at some stage. It will typically have 70 to 80 fields of information that may or may not need to be completed, depending on the type of item. It is extremely important that this file is audited regularly to ascertain if all the information required is present and correct. In our case, the Technical Department is responsible for initiating a new Item and it is the responsibility of other Departments, such as Purchasing, Materials, Marketing, Financial, etc., to input and maintain their data.
A recent audit indicated that we needed to tighten up on our procedures. Several items were found to be missing vital information such as Selling Prices, Standard Costs, MRP Planning Data, etc. This has resulted in zero value invoices, low stock valuations and various planned orders, for manufactured and purchased items, not appearing on the MRP Reports.
One needs a "Champion of the Item master" that can put a lot of attention into making sure that it is maintained up-to-date and valid. Time well spent here will pay dividends elsewhere in the organisation.
When we started our project I could find at least three different recipes (BOM's) for our products depending to whom I spoke. Costing, Technical and Manufacturing all had their own recipe files and none of them corresponded.
The first job for the Technical Task Force was to gain consensus on what items, and in what quantities, we put into our products. Then to prepare a standard set of Bills of Materials. Initially the structure of our Bills was thought to be relatively simple. Believing this, we jumped in and created our Bills of Materials. Later we realised that we didn't totally understand the concept. We found out, that to construct Bills of Materials that suited Technical, Costing, Manufacturing, etc. as well as to work in conjunction with the Integrated Software, was a much more complex task. It took two years and several attempts for us to perfect our Bills and is the subject of another paper all on its own.
Getting the Bills of Materials up to scratch is one thing, keeping them there is another. Implementing the changes through the Technical Change Committee, is almost a full time job that must be done continuously and timeously.
Putting a lot of thought into the structure of your Bills of Materials at the onset of the project will save time later on. The main guide-line is to construct your Bills to reflect the way in which you actually assemble the product, not how you think you assemble the product or how you would like to assemble the product.
The Master Schedule is probably going to require a major cultural change in your organisation. The Master Scheduler is basically the buffer between your Marketing Team and the Manufacturing Team.
Prior to our MRP II Project, our Marketing Team had direct access to the Factory and virtually told them what to make on an hour by hour basis. To get MRP II to function correctly you will need to attain some stability within the system using some basic formal planning. Constant instructions from the Marketing Department chopping and changing the requirements can't be tolerated. At first, and even still today, our Marketing Team felt they were loosing a lot of flexibility out in the marketplace with regard to satisfying their Customers needs. I believe that if the system is used and managed correctly this need not be so, in fact one should be able to improve ones Customer Service Performance with an MRP II System.
However, there are two provisos; Customer Order Entry must be done correctly and most importantly, reasonable Sales Forecasts must be available, timeously, from the Sales Team. Forecasting is something that must be taken very seriously if you want MRP II to be of any benefit to you. Basically, the whole system is run from the information in your Order Book and the Sales Forecasts. If you really have suspect information in this area your MRP outputs are not going to be of much use. We have battled with Forecasting, and still do, but it is getting better as the realisation of its importance becomes more and more evident. Generally, I don't believe we put enough resources into this aspect of business.
So, with the Demand from the Order Book and the Sales Forecasts, the Master Scheduler can set about creating his Master Schedule in terms of specific products to be shipped on specific dates. However, the Master Scheduler must also ensure that his Schedule conforms to the Operations Plan set by the Management of the Company.
The Operations Plan is a high level plan compiled by the Top Management of the Company to set levels of Sales, Production and Inventory in broad Product Categories. The Operations Plan is something that can be started at the commencement of the project. It will probably take sometime to become accepted by everybody as the only medium to long term "Master Plan" for the Company.
Quite often each Department will have its own "Plans", none of which bear any relation to each other. The time span for this plan should stretch out into the future at least as long as the time it takes to affect major capacity changes within your plant. Initially, the monthly Operation Planning meetings will be no more than a paper exercise, but gradually as you progress and develop your Operations Plan, departments will begin to work with "The Plan", instead of their own, and use it as the Strategic Blueprint for the Organisation. Financial will use "The Plan" to finance the Company, Personnel to Man the Company, Materials will use it as authority to Purchase Raw Materials, Logistics will use it to stock their Distribution Chains and the Factory will use it to plan changes in Capacity. The Master Scheduler will use it to ensure that his Master Schedule matches The Plan that everybody else is using to run the Company.
Whilst all the above has been going on, your other Task Forces should have been implementing the other Software Modules in your system: Accounts Receivable, Accounts Payable, General Ledger, Customer Order Processing, Shop Floor Control, Purchasing, etc. With all the above in place and running at the required accuracy levels, it is time to switch on your Material Requirements Planning.
MRP is a major milestone in your project, but also a bit of an anti-climax. All you do is push a button to set the big calculator into action, which, after an hour or so, results in a large pile of computer print out.
It will take several months before you understand what this print out is trying to tell you and why. You will probably have to adjust your MRP Planning data several times to get the result you are looking for.
I have deliberately left Computer Software and Hardware virtually to last because I believe they are the least important to the success of the project. Don't rush out and buy an MRP II Software Package and then decide to implement it.
There is a great deal that can and must be done before that decision is made. We were a good year into the project before Hardware and Software began to arrive on site. Today there are an enormous amount of Manufacturing Software Packages available, in general they all work, but some will work better for your application than others. It is said that if you get a Package that gives you an 80% fit for your business, then you have a good chance of succeeding. But from day one of the project, believe me, you don't have the first idea what your requirements are and what to look for in a Package.
In this regard, your Consultant can be extremely useful in helping you specify your requirements and then putting your specification out to tender. Then sifting through all the information and presenting you with a short list of two of three good possibilities. These potential packages must then be examined in detail at your leisure on your premises. It is extremely important to try out various aspects that may be important to you or specific to your business, to make sure that the Software will work for you. Don't believe what the Agent tells you, try it out for yourself.
Don't be swayed by flashy Software Salesmen with Glitzy Programs. You will be well advised to buy a good generic MRP II Product that is well tried, tested and accepted throughout the world and is still in the process of evolution with new versions coming along regularly. By far the most critical success factors when deciding on a Software Supplier, are that :
Buying this type of Software is not like waltzing into your local computer shop, buying a word processing package and never seeing the supplier again. You will be living in each other offices for a couple of years until all the enhancements you want are implemented. Even then, new versions will be coming along from time to time and these will need to be installed and implemented.
It is a good idea to decide on your Software supplier first and let him recommend the best Hardware on which to run the Product. If Software and Hardware suppliers do not work as a team and are unwilling to work with each other, you will definitely be in for some "..it's not our fault.." finger pointing when the system doesn't perform up to expectations.
Once everything is up and running, how will you know when you have reached "C", "B" or even "A" Class User Status? The answer is basically through Performance Measurement.
With Performance Measurements, the rule is to start from day one of the project, if not before, measuring what ever you can. You will never know if you have improved by implementing these systems if you don't know what you were achieving previously.
Initially these measurements will most probably have to be done manually until you have implemented your software. Try to determine such things as your inventory accuracy, customer service levels, shop order performance, vendor performance, etc., from the onset of the project. To enable you to ultimately determine your MRP II Status you will need to prove your performance, to an independent auditor, in the following areas :
I have left to last by far the worst and most difficult part of implementing a Formal Manufacturing System, getting your colleagues to really commit to the "Formal" part of the system. Getting them to write down how the system will function and forcing them to stick to it, is a major task. Unfortunately, you need these rules and regulations to ensure that people work in the correct way and continue to work in the same way every time they do something.
Without this the System you have spent a great deal of time building up, will rapidly collapse. Our saving grace in this regard was that we decided to go for an SABS/ISO 9002 listing shortly after completing the MRP II Project. This is a formal paperwork system "par excellence" and is rigidly enforced by SABS with their regular audits. We have now combined all our MRP II and SABS Policies/Procedures and Work Instruction into one combined "Systems Manual" that is Audited regularly both internally and externally. This ensures we work formally to the system.
Since implementing the Basic MRP II system, we have spent some time and money on enhancements that allow us to work more effectively and hence more productively.
Our first major project was to write and integrate into our system a full Forecasting/Budgeting and Distribution Requirements Planning (DRP) Module. This has successfully saved us an enormous amount of hours collating data on spreadsheets and manually inputting the information into the Master Schedule Forecast Order File. This is all now achieved instantaneously, electronically. We can also down load our Sales History into a sophisticated stand alone Forecasting PC Software to play around with Intrinsic Forecasts for Operations and Strategic Planning purposes.
Since then we have integrated a small program with Shop Floor Control to print Product and Batch labels based on the released Shop Orders.
At the time of writing we were about to embark on the rewriting of our "home grown" PC Quality Control Data Management System and to fully integrate it with our Manufacturing System. This will provide us with a number of benefits for not only the QC Department, but for Sales and Manufacturing, once it is up and running.
We would also like to incorporate our special recipe mixing programs as well as Operations Planning into the integrated software at some stage. SCADA, CIM and EDI are other enhancements we have on our agenda for the future. So we still have a long way to go before "Our Manufacturing System" is complete.
During the journey through the implementation I frequently became frustrated that things were not progressing fast enough and that we were getting nowhere. At times like these I found it good to sit and reflect on how we used to run the business a year or two ago, and wonder at how far we had actually come. This gave me renewed energy to tackle the road ahead knowing we would get there eventually. Most of all don't despair, be positive and praise progress. Just chip away slowly and methodically at the project plan and you will succeed. Most of all be patient, supportive but firm with those colleagues who are battling with time constraints in getting the required work complete on time. Assist where you can but don't do the work for them. By doing the work for them, there is a real danger that it becomes "Your" system and will not be accepted by the "Users" and they will not put their full weight behind making it work.
Get to know some project leaders in other Companies that are implementing, it is useful to discuss problems with them and to also gain some support in what you are doing. Your Consultant can be useful in putting you in touch with these people if he has previously worked for a number of different Companies. Failing that you will probably find a few of them attending the local SAPICS Chapter meetings.
It's a lot of work, but worth it. If you haven't yet started your project, you had better seriously consider doing so now!